
 您的位置:
您的位置:


三乙胺废水换热器:高腐蚀环境下的高效热回收解决方案
一、三乙胺废水特性与处理挑战
三乙胺(C₆H₁₅N)是一种广泛应用于化工生产(如制药、农药、染料中间体合成)的有机碱,其废水具有以下特性:
高毒性:对微生物具有强抑制性,浓度超过50 mg/L时会导致活性污泥失活,传统生化处理系统难以稳定运行。

高含盐量:常与盐酸反应生成三乙胺盐酸盐,导致废水COD(化学需氧量)达30,000-70,000 mg/L,总盐分3%-6%(以氯化钠计),易造成换热器结垢与腐蚀。
易挥发性:沸点89.5℃,在加热过程中易产生气液两相流,对换热器流道设计提出特殊要求。
二、换热器在三乙胺废水处理中的核心作用
换热器通过热交换实现废水余热回收与温度控制,是以下处理工艺的关键设备:
MVR蒸发脱盐系统:
原理:利用机械蒸汽再压缩技术,将蒸发产生的二次蒸汽压缩升温后作为热源,实现废水减量与盐分分离。
换热器功能:作为蒸发器与冷凝器的核心部件,需承受120℃高温与1.5 MPa压力,同时处理含三乙胺盐酸盐的腐蚀性介质。
案例:某医药中间体厂采用MVR系统,通过钛合金换热器实现盐分去除率98%,三乙胺回收率95%,年节约蒸汽成本240万元。
MCHS生物预处理系统:
原理:利用嗜耐盐电化学活性菌群(耐受盐分4%-8%、温度55-57℃),将三乙胺氧化分解为乙胺、乙醛等低毒性中间体。
换热器功能:控制反应温度在好氧菌最适范围(30-35℃),通过板式换热器实现精准控温,提高生物降解效率30%。
高级氧化工艺(AOPs):
原理:采用Fenton试剂或臭氧氧化分解三乙胺,生成CO₂和H₂O。
换热器功能:冷却氧化反应后的高温流体(80-100℃),保护下游设备免受热损伤,同时回收余热用于预热进水。
三、三乙胺废水换热器的技术选型与优化
材料选择:
钛合金:耐氯离子腐蚀,适用于含三乙胺盐酸盐的MVR系统,使用寿命达10年以上。
哈氏合金C-276:抗还原性酸腐蚀,适用于Fenton氧化工艺中的酸性介质,年腐蚀速率<0.01 mm。
石墨改性聚丙烯:成本低且耐有机溶剂,适用于低温预处理阶段,但需限制使用温度<120℃。
结构优化:
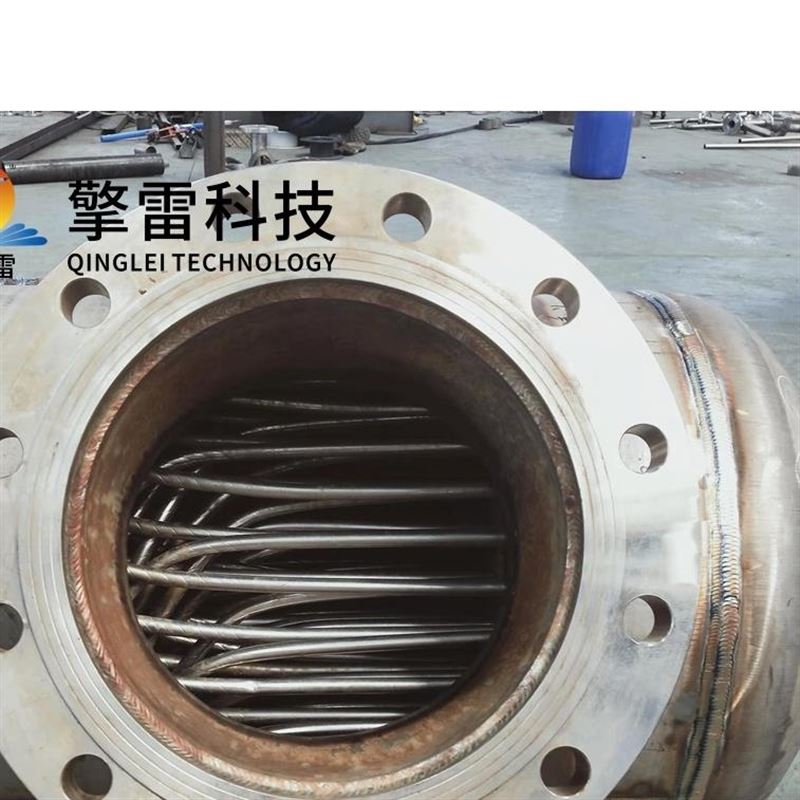
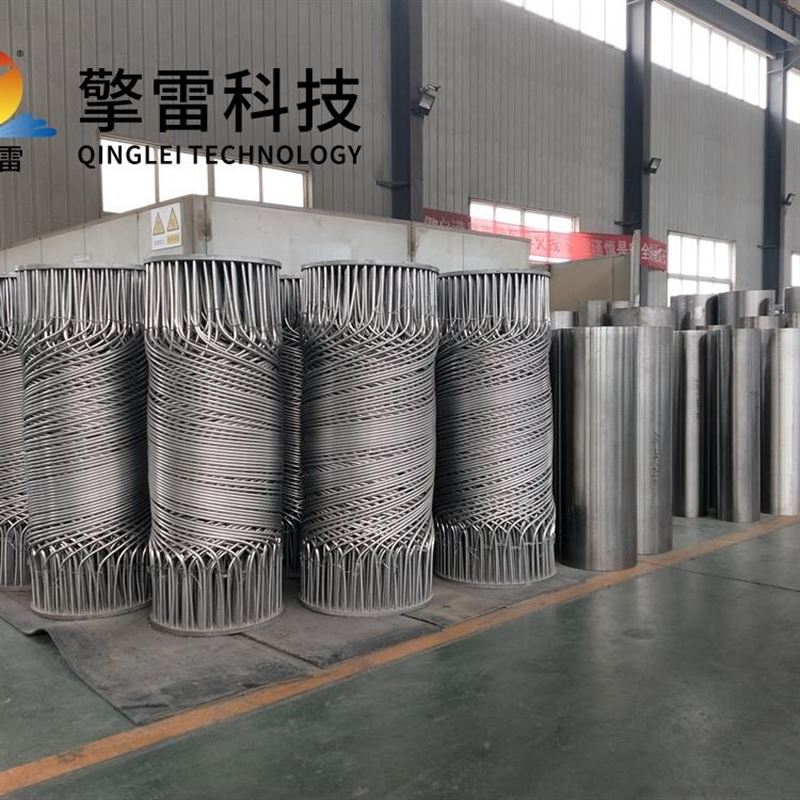
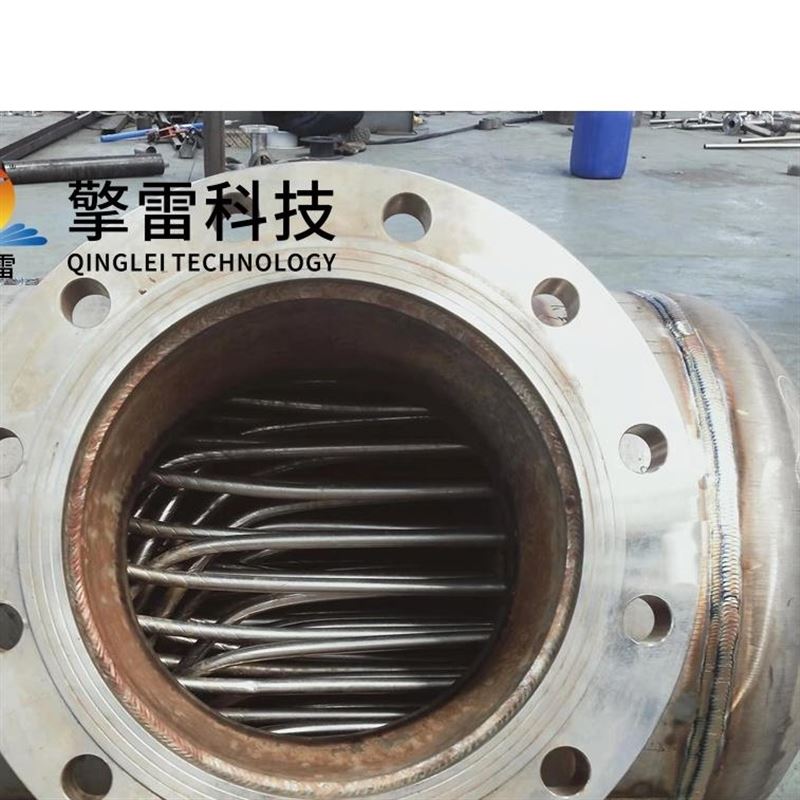
螺旋缠绕管式:通过三维螺旋流道增强湍流(雷诺数Re>10⁴),传热系数达8,000 W/(m²·K),较传统列管式提升40%。

宽流道设计:流道当量直径≥15 mm,减少三乙胺挥发导致的气阻,适用于MVR蒸发器的气液两相流工况。
可拆卸结构:采用浮头式或卡扣式连接,便于定期清洗换热管内壁沉积的三乙胺盐酸盐结晶。
热补偿技术:
U型管束:允许管程自由伸缩,消除因温差(ΔT>100℃)产生的热应力,适用于MVR系统的间歇式蒸发工况。
膨胀节补偿:在壳程设置波纹膨胀节,吸收轴向热膨胀量,确保板式换热器在生物预处理系统中的密封性。
四、典型应用案例分析
案例1:某化工厂三乙胺废水MVR处理系统
工艺流程:废水→集水池→网式过滤器→预热器→MVR蒸发器→冷凝器→三乙胺储罐。
换热器配置:
预热器:钛合金螺旋缠绕管式,传热面积50 m²,将废水从25℃加热至85℃。
MVR蒸发器:哈氏合金C-276 U型管式,承受1.2 MPa压力,蒸发量5 t/h。
冷凝器:石墨改性聚丙烯板式,回收蒸汽潜热,出水温度≤40℃。
效果:系统热效率达92%,三乙胺回收成本降低至传统工艺的60%,年减少碳排放1,200吨。

案例2:某制药厂MCHS生物预处理系统
工艺流程:废水→调节池→MCHS反应器→好氧池→沉淀池。
换热器配置:
板式换热器:316L不锈钢,传热系数2,500 W/(m²·K),控制反应温度32±1℃。
宽流道设计:流道间隙8 mm,避免三乙胺挥发堵塞板片。
效果:生物降解效率提升35%,出水COD降至500 mg/L以下,满足后续生化处理要求。
五、未来发展趋势
耐腐蚀新材料应用:
研发碳化硅-石墨烯复合材料,导热系数突破300 W/(m·K),抗氢氟酸腐蚀,适用于半导体行业含三乙胺废水的处理。
智能控温技术:
集成物联网传感器与AI算法,实时监测换热器进出口温度与流速,自动调节蒸汽阀门开度,实现能效优化10%-15%。
模块化设计:
开发标准化换热模块,支持快速扩容与维护,单台设备处理量覆盖1-100 t/h,适应不同规模化工企业的需求。
- 上一篇:螺旋缠绕板式热交换器—参数
- 下一篇:工业换热器介绍
 咨询电话
咨询电话