
 您的位置:
您的位置:


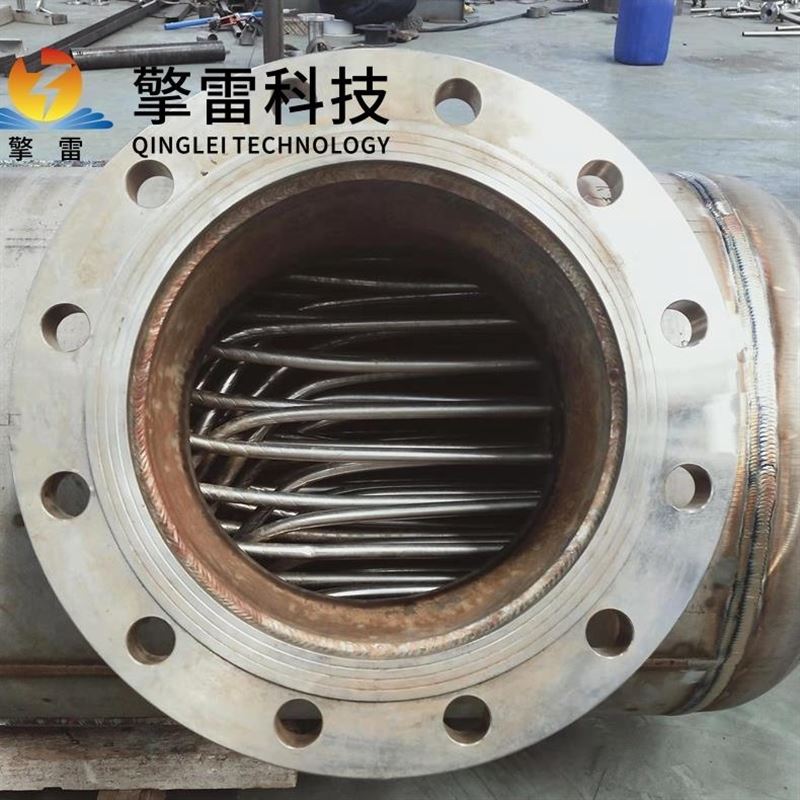

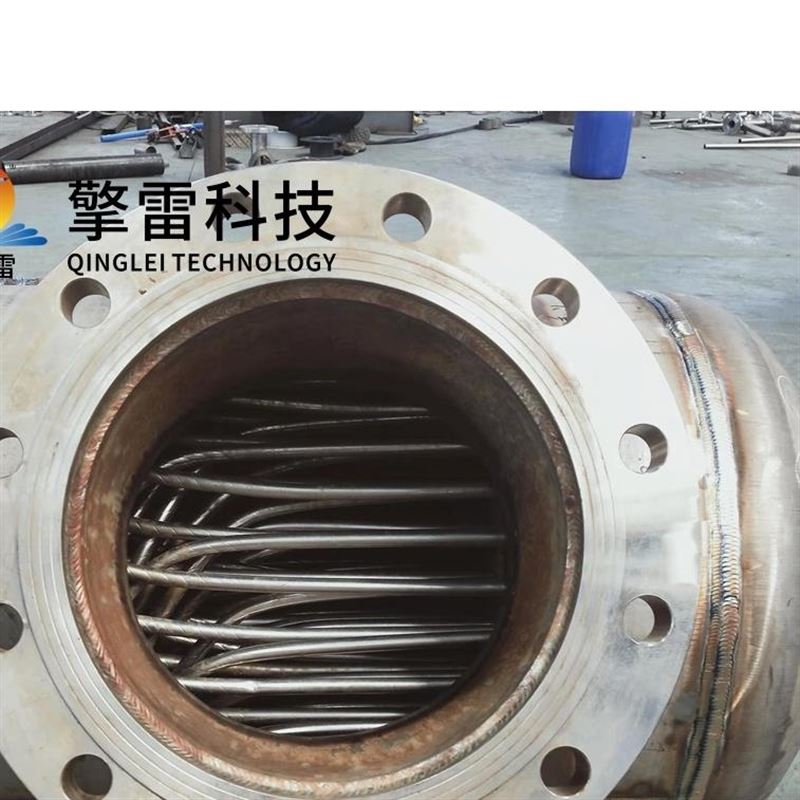
磷酸列管换热器:腐蚀工况下的热交换核心装备
一、技术定位:磷酸工业的“耐蚀心脏"
磷酸生产涉及黄磷燃烧、尾气处理、浓缩结晶等工艺,需处理高温含磷尾气(400—600℃)、高浓度磷酸溶液(85%—98%)等强腐蚀介质。列管换热器凭借其结构紧凑、传热效率高、耐腐蚀性强等优势,成为磷酸装置中热量传递的核心组件,直接决定生产效率与能源利用率。

二、材料突破:从“被动耐蚀"到“主动防御"
传统材料的局限性
316L不锈钢在海水淡化中耐氯离子腐蚀性能优异,但在高温磷酸(120℃以上)中腐蚀速率达0.5mm/年,且氟离子、氯离子等杂质会加速点蚀,局部腐蚀速率提升5—10倍。
材料的革新应用
钛合金:在氢氟酸、湿法磷酸等强腐蚀介质中表现。某化工厂采用钛合金列管换热器后,设备寿命从3年延长至15年,维护成本降低70%。
2205双相不锈钢:在含氯磷酸溶液中耐蚀性是316L的3倍,某海水淡化装置应用后寿命超20年,为磷酸装置氯离子腐蚀防控提供新思路。
碳化硅涂层管:耐温性达1200℃,在98%磷酸中年腐蚀速率<0.1mm,适用于高温磷酸蒸发器,显著提升设备寿命。
三、结构优化:从“单一换热"到“系统能效提升"
抗结垢设计
螺旋缠绕式换热器:通过复杂流道增强湍流,抗结垢性能提升3倍,维护周期延长至5年。
自洁功能:某30万吨/年磷酸装置采用垂直安装列管换热器,尾气在垂直管程中结垢后被液滴冲刷至沉降槽,换热效率长期稳定在85%以上,年节约蒸汽2万吨。
工艺匹配创新

逆流设计:冷热流体逆向流动提升传热温差梯度,某石油炼化项目采用后原油加热能耗降低15%,磷酸装置尾气余热回收效率提升10%—15%。
多壳程组合:通过U形管、浮头式结构实现多管程与多壳程组合,灵活匹配不同工况。某化肥厂优化流程布局后,合成氨换热效率提升22%。
智能监测与清洗
在线清洗系统:高压水射流或化学清洗减少结垢影响。
氦质谱检漏技术:检测灵敏度达10⁻⁶Pa·m³/s,确保磷酸介质无泄漏风险。
四、应用场景:从“能量回收"到“工艺控制"
尾气余热回收
磷酸装置尾气温度高达400—600℃,通过列管换热器预热锅炉给水或产生蒸汽,实现能源梯级利用。某项目回收尾气余热后,装置能耗降低18%,年节约标煤5万吨。
磷酸蒸发浓缩
在150—200℃高温下,列管换热器需承受高浓度磷酸腐蚀。采用钛合金或碳化硅涂层管设备,可确保长周期稳定运行,蒸发效率提升15%。
黄磷贮槽保温
黄磷在44℃以上呈液态,贮槽需通过列管换热器循环热水保温。某装置采用高温热水(90—110℃)替代蒸汽保温,系统兼容性提升,燃煤锅炉蒸汽产率提高10%。

五、市场趋势:从“传统制造"到“绿色智能"
全球市场增长
2024年全球列管式换热器市场规模达16.88亿美元,预计2030年增至22.75亿美元,复合增长率5.1%。亚太地区因工业基础雄厚及政策支持,成为增长最快的市场。
技术迭代方向
纳米涂层技术:含微胶囊修复剂的涂层可自主愈合0.5mm裂纹,设备寿命延长至20年以上。
数字孪生技术:通过CFD-FEM耦合算法优化流道设计,剩余寿命预测误差<8%。
氢能应用:在PEM电解槽中实现高效热管理,氢气纯度达6N级,系统能效提升20%。
六、典型案例:从“问题解决"到“价值创造"
某磷酸厂尾气余热回收项目:
采用垂直安装列管换热器,循环热水走壳程,尾气走管程。通过自洁设计,换热效率稳定在85%以上,年节约蒸汽2万吨,减少燃煤消耗20%,系统热效率提升18%。
某化工企业磷酸浓缩工艺升级:
引入碳化硅涂层管束,耐受1200℃高温,配合螺旋折流板强化湍流。蒸发效率提升25%,年减排CO₂超千吨,设备寿命延长至20年。
- 上一篇:单程列管式换热器-简介
- 下一篇:氯化镁碳化硅换热器-简介
 咨询电话
咨询电话