
 您的位置:
您的位置:

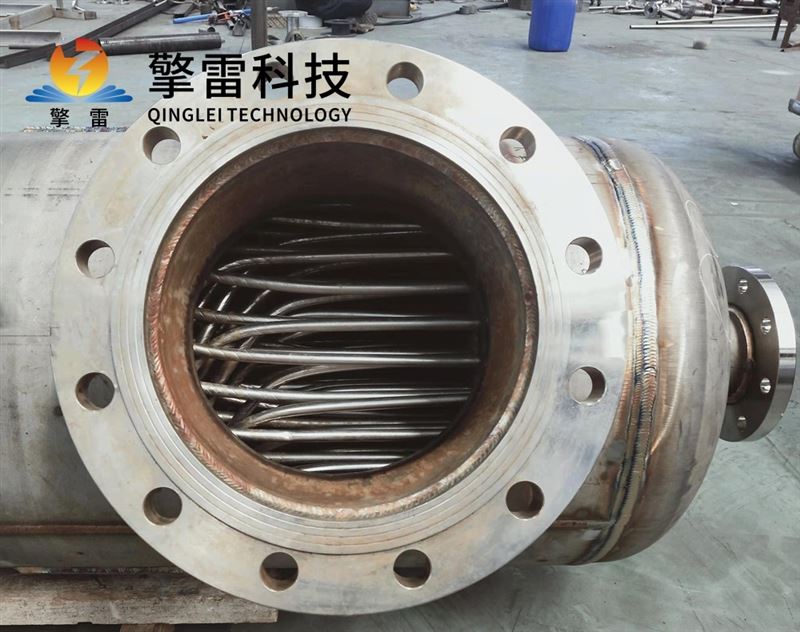



列管式食品级不锈钢冷凝器:食品工业高效冷却的核心装备
一、技术原理:高效传热与精密设计
列管式食品级不锈钢冷凝器通过间壁式换热原理实现热量传递。高温气体(如蒸汽或热气体)从壳程进口进入设备,与管程内流动的低温冷却介质(如水或冷冻剂)进行逆流热交换。其核心设计包括:

列管结构:采用食品级不锈钢(如304、316L)制成的小直径(φ12-25mm)、长管程(1-6米)管束,通过正三角形排列增加单位体积换热面积,提升传热效率。
折流板优化:弓形折流板强制壳程流体呈S型流动,湍流强度提升50%,传热系数达6000-8000W/(㎡·℃),较传统设备提高40%-60%。
密封与耐压:双道密封设计(石墨垫片+金属缠绕垫)与厚壁壳体(≥3mm)确保承压能力≥1.6MPa,适应高温高压工况。
二、材料优势:耐腐蚀与卫生安全
食品级不锈钢材质:
304不锈钢:耐一般食品酸碱(如醋酸、乳酸),成本较低,适用于啤酒、果汁等中性介质。
316L不锈钢:添加2%钼元素,耐点蚀当量值(PREN)≥25,在含氯介质(如盐水、海水)中腐蚀速率<0.005mm/年,广泛用于乳制品、海鲜加工。
表面处理:内外壁机械抛光至Ra≤0.4μm,可选纳米涂层增强抗污性,符合FDA、GMP标准,防止微生物附着。
耐腐蚀性能:
在番茄酱、腌制品等高盐度或强酸性食品中,耐蚀性较316L提升10倍,设备寿命超10年。
密封件采用EPDM橡胶(耐温-20℃至150℃)或PTFE包覆垫片(耐温-50℃至260℃),确保无泄漏。
三、应用场景:全链条覆盖食品工业
乳制品加工:
巴氏杀菌冷却:将72℃鲜牛奶快速冷却至4℃,抑制嗜冷菌增殖,保留营养成分。
蒸汽冷凝回收:在UHT灭菌系统中,冷凝效率达98%,有效成分保留率>99%,蒸汽消耗降低30%。
饮料酿造:
啤酒生产:麦汁从78℃冷却至20℃,避免蛋白质变性,啤酒澄清度提升20%。
果汁浓缩:冷破碎工艺中,果浆从25℃降温至5℃,抑制多酚氧化酶活性,褐变度降低85%。

调味品与油脂:
酱油灭菌:140℃/3秒超高温灭菌,氨基酸态氮损失减少60%,酱香保留度提升2级。
油脂提炼:在降膜蒸发器中,作为二效蒸发器冷凝器,吨奶蒸汽消耗从1.2吨降至0.7吨。
制药与化工:
抗生素生产:通过SIP认证,121℃灭菌30分钟,微生物限度<1CFU/100mL。
溶剂回收:在反应釜中冷凝有机溶剂,回收率≥98%,废水减少40%。
四、性能优化:结构与工艺创新
高效传热设计:
多管程结构:双段式控温设计增加流体湍流程度,传热系数提升15%。
防结垢技术:管程流速≥2m/s,配合定期柠檬酸清洗,连续运行周期延长至180天。
智能化控制:
物联网传感器:实时监测管壁结垢厚度(精度0.01mm),自动启动在线清洗程序。
数字孪生模型:预测设备性能衰减,优化运行参数,减少非计划停机。
节能环保:
余热回收:配套ORC有机朗肯循环系统,将80℃废水余热转化为电能,系统COP达4.2。
低碳制造:采用热泵技术回收冷凝热,用于预热原料或加热工艺水,能耗降低15%-20%。

五、未来趋势:绿色与智能化升级
材料升级:
双相不锈钢(2205):提升耐氯离子腐蚀能力,适用于沿海食品加工厂。
石墨烯涂层:增强传热性能与抗污性,减少清洗频率。
大型化与模块化:
柔性化组合:通过法兰连接实现2-10个模块并联,适应500L/h-50T/h产能需求。
快速安装:模块化设计缩短调试时间50%,降低企业改造成本。
氢能与碳捕集:
高温氢气冷凝:支持燃料电池系统,温度控制精度±1℃。
CO₂冷却:提升碳捕集效率,助力食品工业碳中和目标。
- 上一篇:光伏废水列管式换热器-简介
- 下一篇:大型螺旋缠绕管式换热器-简介
 咨询电话
咨询电话