
 您的位置:
您的位置:


乙醇列管换热器:酒精生产中的高效温控与能效优化核心装备
一、技术原理与结构优势
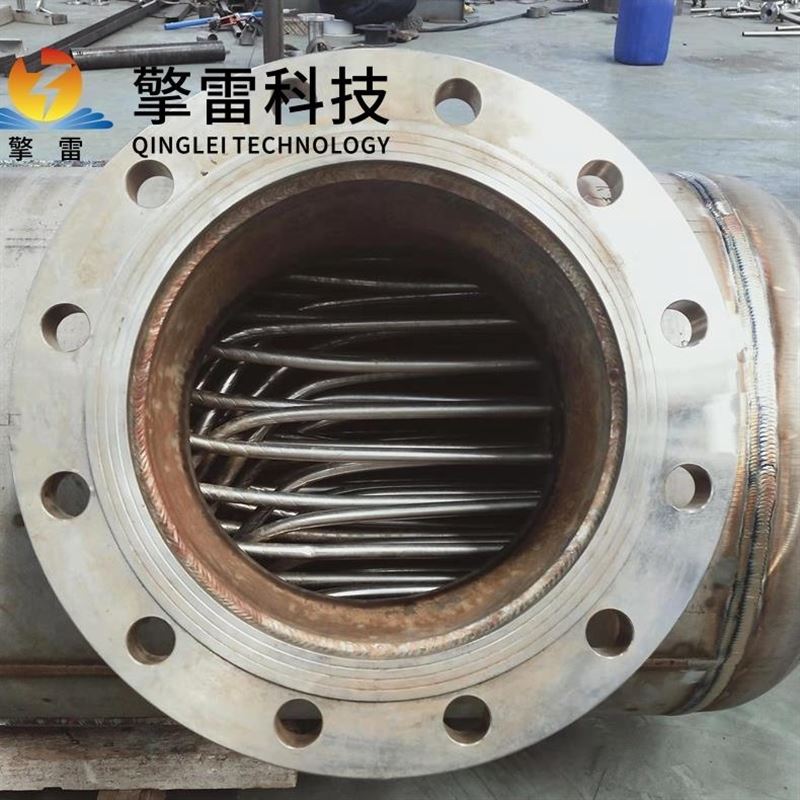
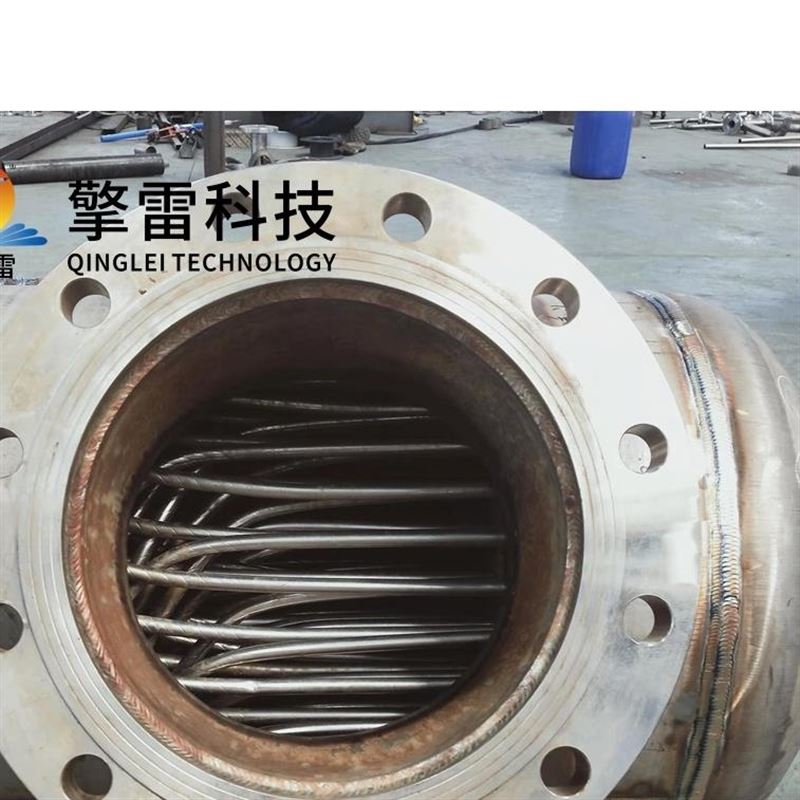
乙醇列管换热器采用间壁式换热原理,通过管程(管内流体)与壳程(管外流体)的逆向流动实现高效热交换。其核心结构包括:

壳体:多采用304/316L不锈钢制造,内壁抛光至Ra≤0.8μm,符合FDA卫生标准,可承受1.6-10MPa压力,减少乙醇溶液残留。
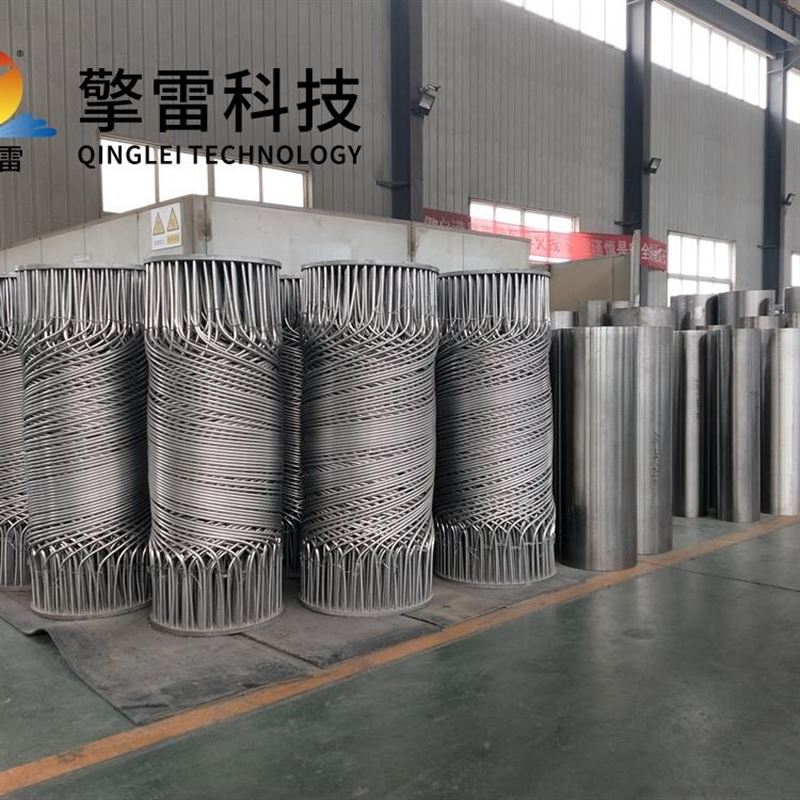
换热管:正三角形或旋转正方形排列,管间距为管径的1.2-1.5倍,形成优化湍流通道。316L不锈钢换热管在含Cl⁻、有机酸环境中年腐蚀速率<0.01mm,寿命长达15年。
管板:采用爆炸复合板技术(碳钢+不锈钢),厚度80-150mm,开孔精度达H7级,确保胀接密封性。
折流板:弓形与螺旋导流板组合,使壳程流体产生螺旋流动,湍流强度提升3倍,压降降低25%,换热效率提高18%。
典型案例:某玉米乙醇生产线中,设备通过PID控制与模糊逻辑结合,实时调节循环泵频率,使发酵温度波动降低60%,乙醇产率提升5%,年产能增加显著。
二、工艺适配性:全流程温控解决方案
乙醇生产涵盖发酵、蒸馏、脱水、精制等环节,各阶段对换热器的需求差异显著:
发酵工段:需维持30-35℃恒温环境,设备通过高精度温控系统将温差波动控制在±0.5℃以内,避免酵母死亡或代谢异常。
蒸馏工段:处理95%vol乙醇-水共沸混合物,承受105-120℃高温,采用螺旋流道设计的316L不锈钢换热管,冷凝效率提高40%,乙醇回收率≥99.5%,年节约蒸汽成本超百万元。
脱水工段:分子筛吸附脱水需-20℃至150℃宽温域调节,设备通过管程与壳程流程数匹配(如2-4管程与1-2壳程组合),实现最佳温差匹配,无水乙醇纯度达99.9%。
精制工段:与活性炭过滤系统耦合,集成余热锅炉与热泵技术,回收蒸馏塔顶蒸汽热量,系统能效提升30%,产品甲醛含量<50ppm,符合欧盟标准。
数据支撑:某燃料乙醇项目采用双流程列管式冷凝器后,蒸汽消耗降低18%,年节约成本超200万元;分子筛脱水系统实现-20℃至150℃宽温域调节,年减少杂质损失数百吨。

三、核心优势:耐腐蚀、高效传热与低成本
耐腐蚀性能:
316L不锈钢材质在含Cl⁻、有机酸环境中年腐蚀速率<0.01mm,是碳钢设备的5倍。
食品级应用中,换热管表面粗糙度Ra≤0.8μm,符合FDA与GMP要求,实现CIP在线清洗,微生物残留<1CFU/100cm²。
高效传热能力:
折流挡板强制流体横向冲刷管束,结合螺旋槽管或波纹管强化湍流,总传热系数达800-1200 W/(㎡·℃)。
某酒精精馏塔顶案例中,设备将105-110℃酒精蒸气快速冷却至40℃以下,冷凝效率提升20%。
低成本运维:
浮头式设计允许管束自由伸缩,便于清洗和维护,维护成本降低40%。
集成物联网传感器与AI算法,实现远程监控与智能调节,年节能率达25%,非计划停机次数减少70%。
四、未来趋势:材料升级与智能集成
材料创新:
研发钛合金-陶瓷复合材料,耐温性突破500℃,热交换效率提高30%。
表面沉积类金刚石碳膜(DLC),耐磨损性能提升5倍,适用于高黏度物料工况。
智能运维:
集成数字孪生技术,通过LSTM神经网络分析历史数据,提前72小时预测管束堵塞风险,故障预警准确率达95%。
采用4G/5G网络实现远程监控与诊断,维护响应时间缩短至2小时内。
绿色制造:
推广碳化硅废料回收体系,实现材料闭环利用,降低生产成本20%。
生物基溶剂替代传统介质,碳排放降低40%,符合碳中和目标。

五、行业应用与前景
乙醇列管换热器已广泛应用于:
化工行业:合成氨生产中调节温度,提高能源利用效率。
电力行业:电站锅炉中加热或冷却流体,满足电力生产需求。
食品加工:牛奶消毒、果汁浓缩等工艺中实现高效热交换。
新能源领域:锂电池电解液生产中承受150℃高温及强腐蚀性溶剂。
随着“双碳"战略推进和工业4.0深化,乙醇列管换热器将持续赋能能源转型,成为构建低碳工业体系的核心技术支撑。企业需建立全生命周期管理体系,从选型设计到运维优化形成闭环,以在激烈的市场竞争中占据先机。
- 上一篇:湿法冶金废水碳化硅换热器-简介
- 下一篇:高浓废水缠绕管换热器-简介
 咨询电话
咨询电话