
 您的位置:
您的位置:


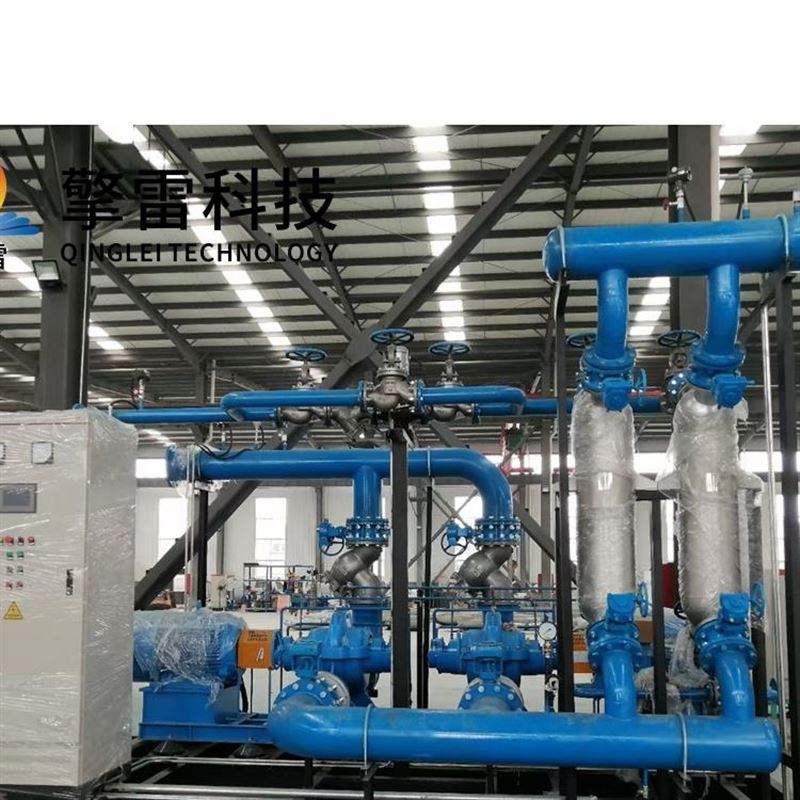


辽宁高效全自动换热机组
辽宁高效全自动换热机组
一、技术原理与架构创新
高效全自动换热机组通过集成换热器、循环泵、智能控制系统及传感器网络,实现热能的高效转换与精准调控。其核心技术架构包含四大模块:

高效换热核心:采用板式或螺旋缠绕式换热器,结合纳米热膜技术,传热系数达5000-13600 W/(m²·℃),较传统设备提升3-7倍。例如,某型号汽-水管壳式换热器换热面积覆盖20-500m²,传热系数达8000W/(m²·K),适配蒸汽与高温热水介质。
耐腐蚀材料:核心部件选用316L不锈钢、钛合金或碳化硅复合管束,适应浓硫酸、湿氯气等介质,设备寿命延长至传统设备的3倍。碳化硅陶瓷换热器耐温达2700℃以上,适用于超临界CO₂发电系统。
智能控制系统:集成PLC可编程控制器、PID温控算法及AIoT技术,实现温度、压力、流量等参数的实时监控与动态优化。例如,气候补偿功能可根据室外温湿度自动调整供水温度,控制精度达±0.3℃,节能率提升18%-25%。
模块化设计:支持单部件快速更换,维护时间缩短80%。U型管换热器体积缩小30%,占地面积减少50%,满足狭小机房安装需求;螺旋折流板设计使壳程压降降低40%,适用于高粘度介质。
二、性能优势:高效、智能与可持续性
高效换热与节能降耗:
综合能效提升:通过优化流道设计与智能调节,系统能效比(EER)达5.0以上,较传统设备提升40%。例如,在化工蒸馏塔余热回收中,能耗降低15%-20%;在生物质气化发电中,优化热交换流程,提升气化效率。
余热回收:钢铁冶金行业回收高炉煤气余热发电,能源自给率提升30%;石油化工领域利用蒸馏塔顶余热预热原料,能耗降低15%-20%。
精准控温与自适应调节:
工业应用:在化工连续生产中,为反应釜提供±0.1℃的精准控温,产品合格率提升至99.9%。
民用领域:医院手术室采用双级换热技术,减少热水温度波动,保障ICU等关键区域用水安全;数据中心冷却提供乙二醇溶液,将服务器入口温度控制在25℃,PUE值降至1.25,延长设备寿命。
预测性维护与长寿命:

故障预警:基于CNN卷积神经网络的故障诊断系统可提前30天预警泄漏风险,数字孪生技术构建设备三维模型,实现虚拟调试与预测性维护,维护决策准确率>95%。
材料耐久性:石墨烯复合涂层提升换热效率30%,耐蚀性延长5年;耐熔融盐涂层开发特种冷凝器,拓展应用至第四代核电领域。
三、应用场景:全领域覆盖与跨行业融合
区域供热与制冷:
集中供热:北方城市热电联产项目部署高效换热机组后,热能利用率从70%提升至85%,年减少煤炭消耗10万吨,减排二氧化碳8.2万吨。
商业综合体:武汉某项目采用板式换热机组后,供热制冷提升,室内温度波动<±0.5℃,客户满意度提高20%,运营成本降低15%。
工业余热回收:
钢铁冶金:回收85℃热水余热用于助燃空气预热,吨钢综合能耗降低15kgce。
石油化工:利用蒸馏塔顶余热预热原料,能耗降低15%-20%。
特殊工况需求:
氢能产业:开发氢—水热交换专用机组,支持绿氢制备与氨燃料动力系统。
地热能开发:冰岛地热电站提取150℃地热流体热量,用于区域供暖及温室种植,碳减排效率达70%。
四、市场趋势与政策驱动
市场规模增长:中国换热器市场2023年规模达900.2亿元,预计2030年突破1500亿元,其中高效智能机组占比将从2025年的35%提升至2030年的60%。
政策支持:
节能减排目标:中国《工业能效提升行动计划》要求2025年重点行业能效达到水平,高效换热机组需求预计年增长12%-15%。
税收优惠:节能设备投资享受10%-15%的税收抵扣,进一步刺激企业升级设备。
技术融合方向:
多能互补:整合太阳能、地源热泵与高效换热机组,构建区域能源互联网。
AI赋能:通过机器学习分析运行数据,动态优化换热参数,实现能效。

五、未来展望:技术突破与绿色发展
材料创新:开发SiC-MoSi₂梯度复合材料,耐受1800℃超高温;研发耐氢脆、耐氨腐蚀材料体系,支持绿氢制备与氨燃料动力系统。
智能升级:AI算法实现自学习优化,运行效率再提升10%-15%;量子传感技术使温控系统响应时间缩短至0.1ms,结合5G通信实现跨区域集群控制。
新兴领域拓展:
生物医药:模块化冷凝系统使单克隆抗体生产产能提升30%。
深海开发:不锈钢螺旋管结构兼具抗冲击(承受50g加速度)与抗电磁干扰特性,适配深海探测设备。
- 上一篇:西安乙醇列管冷凝器
- 下一篇:哈尔滨反应物加热热交换器
 咨询电话
咨询电话