
 您的位置:
您的位置:




制药加热冷却两用器概述
制药加热冷却两用器概述
一、引言
在制药行业,温度控制是确保药品质量与生产效率的核心环节。从原料药合成到制剂生产,从细胞培养到疫苗灭活,温度波动可能破坏微生物活性、改变蛋白质结构或影响晶体形态,进而威胁药品疗效与安全性。制药加热冷却两用器(又称冷热一体机、TCU)作为实现精准温控的核心设备,通过集成加热、制冷与循环功能,为制药工艺提供稳定、洁净的温度环境,成为保障药品质量与生产效率的“隐形守护者"。

二、技术原理:动态平衡与高效传热
制药加热冷却两用器的核心在于构建一个闭环控制系统,通过动态调节介质温度实现目标设备的精准控温。其技术原理可分为以下三个层面:
1. 介质循环与热交换
设备采用导热油、乙二醇溶液或纯化水作为传热介质,通过密闭循环管路与反应釜、混合罐等制药设备的夹套或盘管连接。在加热模式下,内置的电加热管或蒸汽加热组件对介质进行均匀加热,高温泵将热介质输送至目标设备,完成热交换后返回设备重新加热;在冷却模式下,制冷系统通过压缩机制冷或工业冷水机组联动,快速降低介质温度,低温泵将冷介质输送至目标设备,实现降温或恒温控制。
2. 智能温控与反馈机制
设备配备高精度铂电阻温度传感器(如PT100),实时采集介质温度与物料温度数据,并通过PLC控制系统结合PID(比例-积分-微分)算法进行动态调节。例如,在疫苗生产中,系统可根据设定温度与实际温度的偏差,自动调整加热功率、制冷量或介质循环速度,确保培养液温度波动小于±0.1℃,满足GMP对生产过程可追溯性的要求。
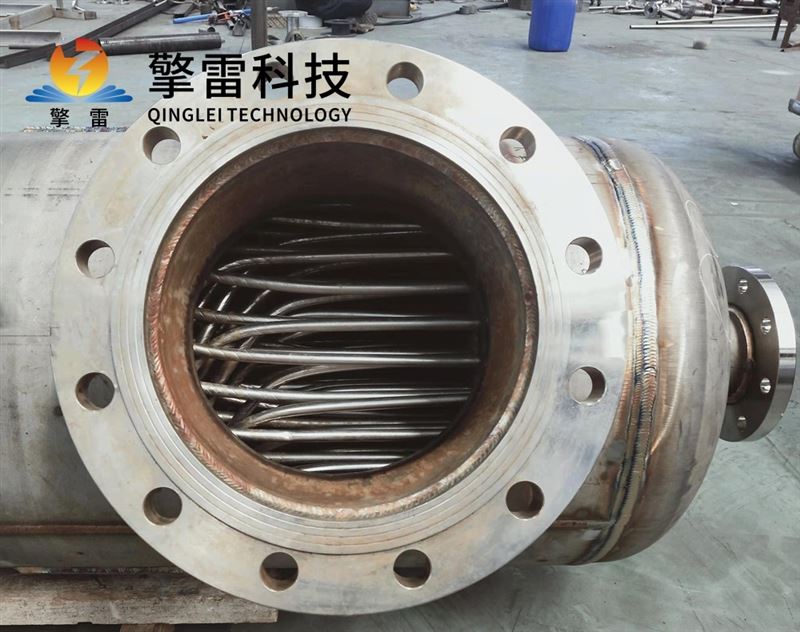
3. 湍流强化与微通道技术
为提升传热效率,设备采用螺旋缠绕管束或微通道设计。螺旋缠绕管以3°—20°螺旋角反向缠绕,形成多层立体流道,单位体积传热面积达传统设备的3—5倍,传热系数突破13600 W/(m²·K);微通道技术将通道尺寸缩小至微米级,传热系数突破10000 W/(m²·K),在抗生素发酵尾气冷凝中,冷凝效率达98%以上。
三、核心优势:精准、高效、安全
制药加热冷却两用器通过技术创新与功能集成,形成了四大核心优势,贴合制药行业对温控设备的严苛需求。
1. 宽温度范围与高精度控温
设备可实现-80℃至350℃的宽温度控制,部分定制型号甚至拓展至-120℃至300℃,覆盖从低温结晶到高温反应的全场景需求。例如,在头孢类抗生素合成中,螺旋板式冷凝器通过精准控制冷却速率,使晶体粒径分布集中度提升35%,产品收率提高8%;在疫苗灭菌工艺中,碳化硅换热器实现培养基±0.2℃精准控温,产品合格率提升至99.9%。
2. 节能高效与余热回收
传统温控模式下,加热与冷却设备独立运行,存在“冷热抵消"的能源浪费问题。两用器通过一体化设计,实现加热与冷却的快速切换(切换时间≤5分钟),避免设备启停过程中的能源损耗;同时,部分设备采用余热回收技术,将冷却过程中产生的热量回收至加热系统,进一步降低能耗。据测算,与传统模式相比,两用器可减少约20%—30%的能耗,长期使用显著降低生产成本。
3. 安全稳定与多重保护
制药生产对设备安全性要求。两用器配备过温保护、过压保护、泄漏报警、低液位保护等多重安全装置,并采用冗余设计,关键部件(如泵、温控器)具备备份功能,确保单一部件故障时备份部件立即启动,保障温控过程不中断。例如,在细胞培养中,设备可精准控制培养环境温度,避免因温度波动导致细胞死亡或变异,为生物制药的细胞培养和药物研发提供可靠保障。
4. 洁净度高与符合GMP规范
药品生产对设备洁净度要求严格。两用器采用全密闭循环系统,避免介质与外界接触,减少污染风险;同时,设备材质选用316L不锈钢、哈氏合金或碳化硅等耐腐蚀材料,符合FDA 21 CFR 175.300标准;密封件采用聚四氟乙烯(PTFE)或硅橡胶,通过USP Class VI认证,确保生产过程无杂质引入。此外,设备支持在线清洗(CIP)与灭菌(SIP),满足GMP对生产设备清洁度的要求。

四、典型应用场景:覆盖制药全流程
制药加热冷却两用器的应用贯穿于制药生产的多个关键环节,其灵活的温控能力为不同工艺提供了精准支持。
1. 原料药合成
在化学原料药的合成反应中,温度是影响反应速率、产物纯度与收率的核心因素。例如,在抗生素类原料药的合成过程中,初期需将物料加热至80—120℃以激活反应,反应中期需维持恒温以确保反应充分,反应结束后需快速冷却至20—30℃以终止反应,避免副产物生成。两用器可通过预设温度曲线,自动完成“加热-恒温-冷却"的全流程控制,精准匹配反应需求,提升原料药的纯度与收率。
2. 制剂生产
在片剂、胶囊剂、注射剂等制剂的生产中,两用器同样发挥着重要作用。以注射剂生产为例,在药液配制过程中,需先将纯化水加热至60—70℃以溶解药物成分,随后冷却至室温进行过滤与灌封;而在软膏剂生产中,需将油相成分加热至75—85℃熔融,水相成分加热至相同温度后混合,再冷却至40—50℃加入活性成分,最后冷却至室温成型。两用器可根据不同制剂的工艺要求,精准控制各阶段的温度,确保制剂的稳定性与均一性。
3. 细胞培养与疫苗生产
在细胞培养中,两用器可精准控制培养环境温度,为细胞生长与繁殖创造适宜条件。例如,在疫苗生产中,准确控制灭活或减活过程的温度,可保障疫苗品质与安全性。某疫苗生产企业采用碳化硅换热器,实现培养基±0.2℃精准控温,产品合格率提升至99.9%,年产能提升10%。
4. 溶剂回收与废水处理
在药物生产的溶剂回收环节,两用器通过精准控温,实现溶剂快速蒸发与回收,提高能源利用率,降低生产成本,同时减少溶剂排放对环境的污染。在制药废水处理中,螺旋板式换热器可将余热回收率提升至85%,年减少蒸汽消耗1.2万吨,助力企业实现绿色生产。
五、未来发展趋势:智能化、绿色化与集成化
随着制药行业向智能化、绿色化方向发展,制药加热冷却两用器将迎来以下发展趋势:
1. 智能化升级
未来的两用器将进一步融合物联网(IoT)技术,实现设备运行数据(温度、压力、能耗)的实时采集与远程监控,管理人员可通过手机或电脑终端随时查看设备状态,及时发现并处理异常情况;同时,结合人工智能(AI)算法,设备可根据历史生产数据自动优化温度控制参数,实现“自适应温控",进一步提升温控精度与能源利用效率。
2. 绿色化发展
为响应“双碳"目标,未来的两用器将更多采用环保型制冷工质(如R410A、R32等,替代传统的高GWP制冷剂),降低对环境的影响;同时,余热回收技术将更加成熟,部分设备甚至可与药企的集中供热/供冷系统联动,实现能源的梯级利用,进一步降低整体能耗。

3. 模块化与集成化设计
针对制药企业多品种、小批量的生产需求,未来的两用器将采用模块化设计,可根据不同的工艺需求灵活组合加热模块、冷却模块与循环模块,实现“按需配置",大幅提升设备的灵活性与适用性;同时,模块化设计也便于设备的拆卸、维修与升级,降低维护成本。此外,设备将与反应釜、分离设备等进行一体化设计,减少设备占地面积和中间环节,提升生产效率。例如,某疫苗生产企业通过增加换热模块,将冷却能力从500kW提升至1.2MW,无需更换整机。
- 上一篇:蒸汽列管换热器简介
- 下一篇:智能一体化换热机组能耗
 咨询电话
咨询电话