
 您的位置:
您的位置:

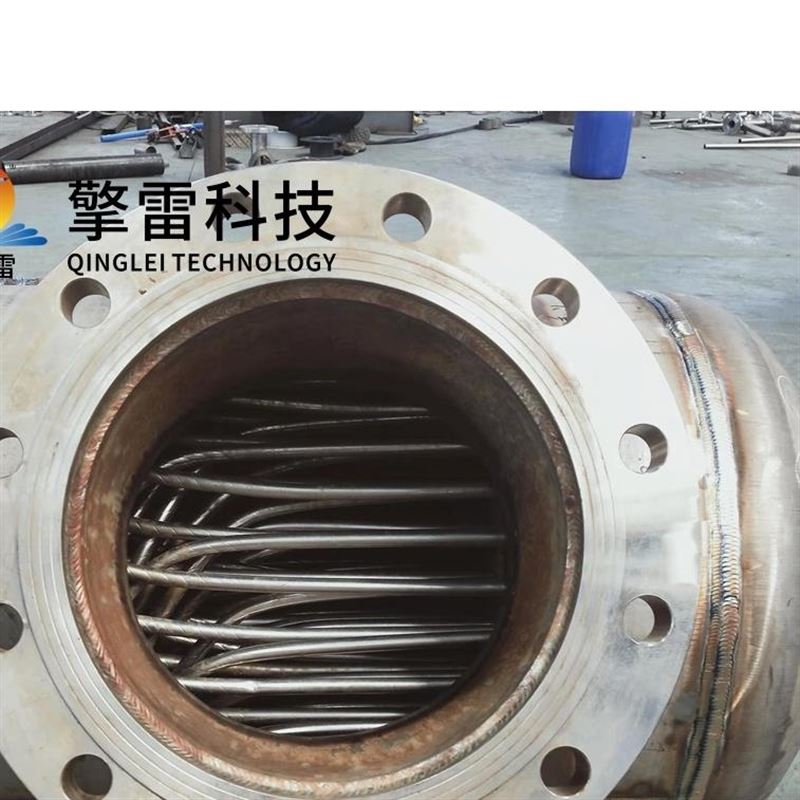

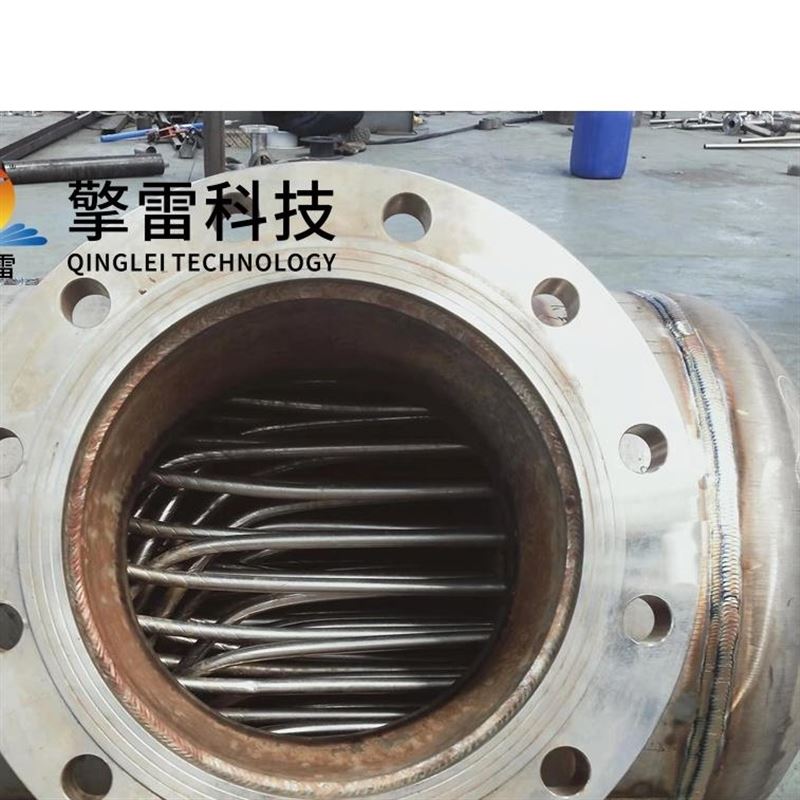
石化助剂催化剂列管式换热器:高温腐蚀工况下的热交换革新者
一、技术内核:碳化硅材料的环境适应性
列管式换热器通过管壁实现冷热流体的热量传递,其核心结构由壳体、管束、管板、折流板及封头构成。在石化助剂催化剂生产中,碳化硅材料凭借其能成为关键突破点:

耐高温性:碳化硅熔点高达2700℃,热膨胀系数低,可在1600℃下长期稳定运行。例如,在某石化企业的催化剂焙烧工艺中,碳化硅列管式换热器成功承受1350℃合成气急冷冲击,避免传统金属换热器因热震导致的开裂泄漏问题。
耐腐蚀性:对浓硫酸、氢氟酸等强腐蚀性介质呈化学惰性,年腐蚀速率低于0.005mm。在含氯离子工况下,其寿命是316L不锈钢的3倍,显著降低催化剂生产中的设备更换频率。
高热导率:导热系数达120-200W/(m·K),是316L不锈钢的3-5倍。通过螺旋缠绕管束设计,传热系数可提升至8000-12000W/(m²·℃),使某催化剂合成反应的热回收效率提高30%,年节约蒸汽量达80万吨。
二、结构创新:三维流道与模块化设计的协同优化
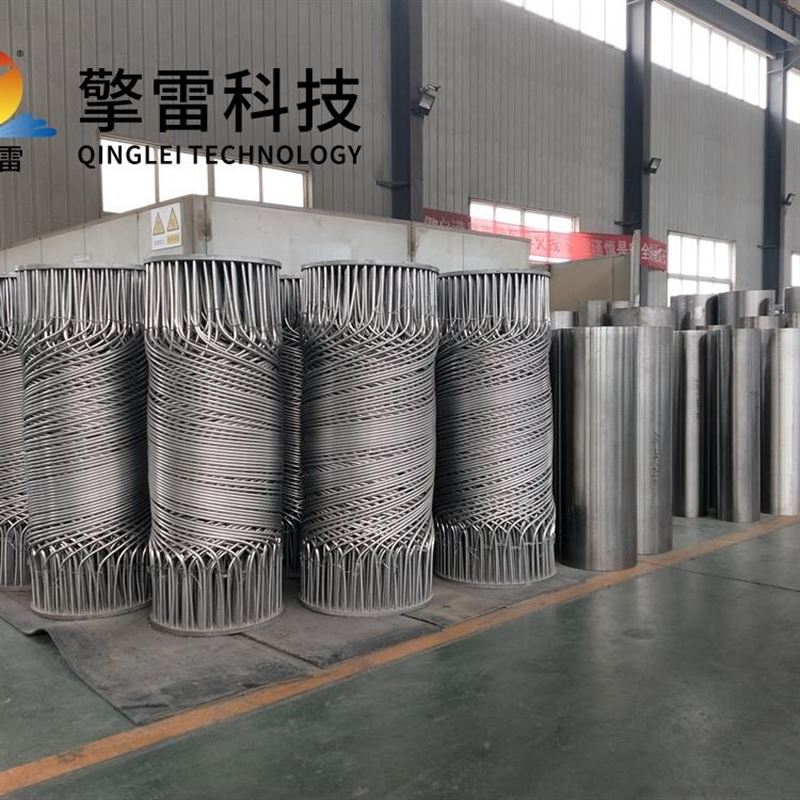
螺旋缠绕管束:
数百根碳化硅管以5°-15°螺旋角交织缠绕,形成三维立体流道。例如,在某加氢裂化装置中,该设计使湍流强度提升80%,传热面积增加40%,设备体积缩小30%,同时抗结垢能力提升50%,减少催化剂生产中的非计划停机。
模块化复合管板:
采用双层结构,内层为碳化硅陶瓷,外层为金属合金,通过爆炸复合技术实现无缝连接。该设计消除热应力,避免开裂,适用于催化剂干燥工艺中200℃-500℃的频繁温变场景,设备寿命突破15年。
智能密封系统:
集成压力传感器(量程0-10MPa,精度0.1级)和有毒气体报警器(检测限<1ppm),实时监测管程与壳程的密封状态。在某炼油厂催化裂化装置中,该系统使泄漏率低于0.001%,维护成本降低70%。

三、石化助剂催化剂生产场景:从反应控温到余热回收的全流程覆盖
反应釜配套换热:
在分子筛催化剂合成中,反应釜内水热合成反应释放大量热。碳化硅列管式换热器通过循环导热油(温度250℃-300℃)移除热量,控制反应温度波动在±1℃以内,使分子筛结晶度提升15%,催化剂活性提高20%。
干燥工艺热源供给:
在喷雾干燥制备微球催化剂时,碳化硅换热器为热风炉提供高效换热,确保热风温度稳定在220℃±2℃,干燥效率提升25%,产品含水率降低至0.5%以下,满足石化行业严苛标准。
余热回收系统:
针对催化剂生产中产生的高温废气(温度600℃-800℃),碳化硅列管式换热器将其余热用于预热原料油(温度从50℃升至200℃),使加热炉燃料消耗降低30%,年节约标准煤超万吨,同时减少CO₂排放2.5万吨。
四、经济效益:全生命周期成本优势与产业生态重构
能耗降低:
实测热效率比金属换热器提升30%-50%。在某乙烯装置中,裂解气冷却系统采用碳化硅列管式换热器后,产生的高压蒸汽满足装置40%的动力需求,年减排二氧化碳数万吨。
维护成本缩减:
模块化设计支持单管束快速更换,清洗周期延长至传统设备的6倍。在某合成氨企业,维护效率提升,年运维成本降低。
设备寿命延长:
在氯碱工业中,设备寿命突破10年,较传统钛材的5年周期延长一倍。某化工企业连续运行8年未发生腐蚀泄漏,证明其长期稳定性。
空间利用率提升:
单位体积换热面积增加50%,减少占地面积30%。在某炼油厂改造项目中,设备占地面积从200m²缩减至140m²,节省空间成本。


五、未来趋势:材料创新与智能融合的深度发展
材料升级:
研发碳化硅-石墨烯复合材料,导热系数突破300W/(m·K),耐温提升至1800℃,适应超临界CO₂发电等工况;纳米涂层技术实现自修复功能,设备寿命延长至30年以上。
结构优化:
开发管径<1mm的微通道列管式换热器,传热面积密度达5000m²/m³;3D打印技术制造仿生树状分叉流道,降低压降20%-30%;三维螺旋流道设计使传热效率再提升30%。
智能化与自动化:
集成物联网传感器,监测管壁温度梯度、流体流速等16个关键参数,故障预警准确率>98%;通过数字孪生技术构建设备三维模型,预测剩余寿命,维护决策准确率>95%;AI算法根据工况自动调节流体分配,氢氟酸冷却项目综合能效提升12%-15%。
绿色制造:
建立碳化硅废料回收体系,实现材料闭环利用,降低生产成本20%,符合可持续发展趋势。
- 上一篇:反应器加热夹套换热器-参数
- 下一篇:稀黑液碳化硅换热器-参数
 咨询电话
咨询电话