
 您的位置:
您的位置: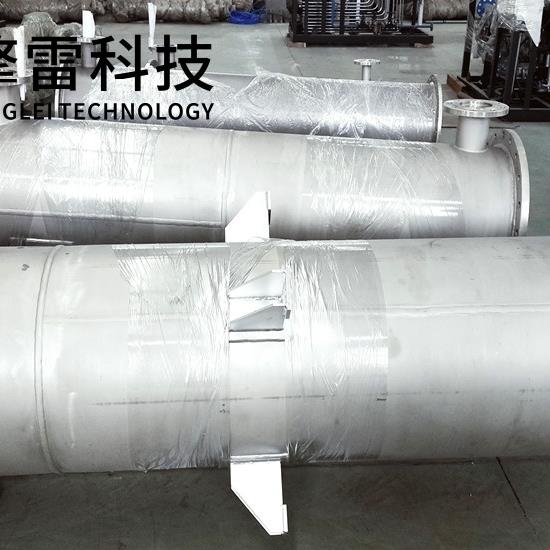

化工反应冷却换热器:核心设备的技术解析与应用实践
一、设备定位:化工生产中的“温度调控中枢"
化工反应冷却换热器是控制反应温度、保障工艺安全与效率的核心设备。在氧化钛制造、合成氨、树脂合成等工艺中,其通过精准移除反应热,防止温度失控引发的副反应、设备损坏甚至爆炸风险。例如,在氧化钛生产中,换热器将反应温度稳定控制在180—220℃,确保产品白度达标;合成氨工艺中,通过原料预热与产品冷却的热量回收,使整体能效提升15%—20%。

二、工作原理:热量传递的“三重路径"
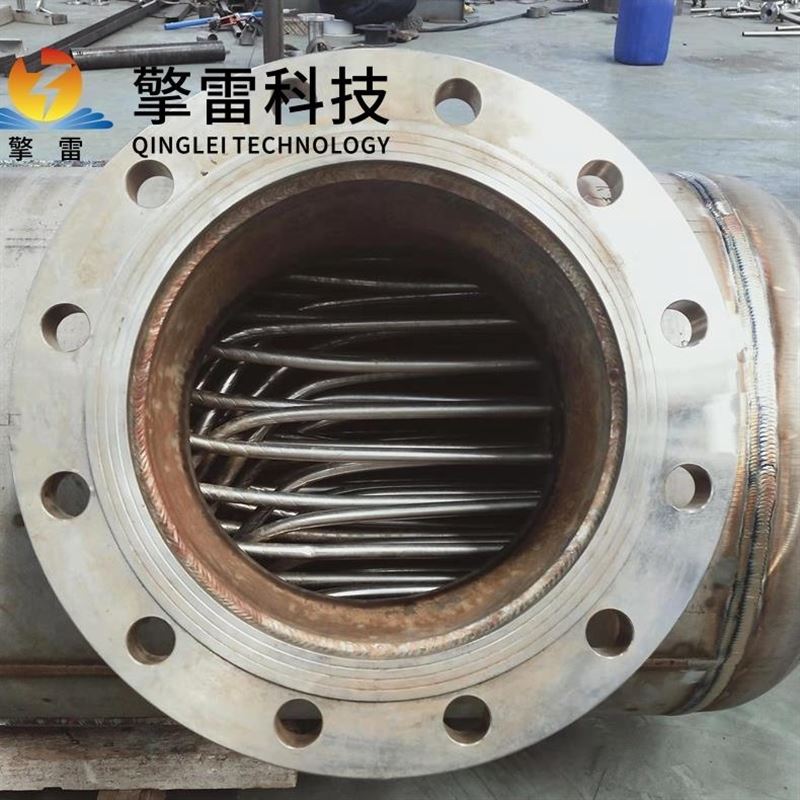
间壁式传热
高温反应液与低温冷却介质(如水、冷冻盐水)通过固体壁面(如传热管、翅片)进行热量交换。以列管式换热器为例,反应液在管内流动,冷却介质在壳程流动,通过合理设置折流板增强对流传热效果,传热系数可达200—500 W/(m²·K)。
直接接触式传热
适用于非相变冷却场景,如喷淋式换热器将冷却水直接喷淋至高温反应液表面,通过液膜蒸发吸热实现快速降温,传热效率较间壁式提升30%—50%,但需解决介质混合问题。
复合型传热
结合蓄热式与流体连接式技术,如板翅式换热器在石油精炼中同时实现溶剂回收与蒸汽生成,单位体积传热面积达250 m²/m³以上,较传统设备缩小占地面积40%。
三、选型关键:四大维度的精准匹配
介质特性适配
腐蚀性:硫酸浓缩工艺需选用石墨换热器(年腐蚀速率<0.05mm),而海水淡化场景则采用钛材(耐氯离子腐蚀)。
粘度:高粘度介质(如聚合物溶液)优先选择螺旋板式换热器,其湍流程度高,传热系数较列管式提升20%—30%。
颗粒物:含悬浮物的废水冷却需采用管壳式换热器,其耐冲刷性能优于板式换热器。
工艺参数匹配
温度范围:高温反应(>500℃)需选用蓄热式或直接火加热方式,低温冷却(-50℃以下)则采用氨或氟利昂作为冷却剂。
压力等级:高压反应(>10 MPa)推荐U形管式换热器,其管束可自由伸缩,避免温差应力导致开裂。
流量波动:间歇操作场景需选择结构简单、启停频繁的热交换器,如套管式换热器。
经济性平衡
初始投资:板式换热器单位传热面积成本较列管式低30%—40%,但耐压能力有限(通常<3 MPa)。
运行成本:高效特型管换热器(如内波外螺旋管)虽价格高20%,但总传热系数提升50%,年节约蒸汽费用超百万元。
维护成本:可拆式板式换热器清洗时间较固定管板式缩短60%,年维护成本降低40%。

材料创新趋势
碳化硅复合材料:导热系数达200 W/(m·K),耐氢氟酸腐蚀,某化工厂氢氟酸废水处理项目寿命从2年延长至12年。
石墨烯涂层:在不锈钢表面沉积石墨烯薄膜,传热效率提升15%,同时耐氯离子腐蚀性能提高3倍。
3D打印微通道:通道尺寸<0.3mm,比表面积达5000 m²/m³,换热效率较传统设备提升5倍,已应用于航天器热控系统。
四、应用案例:行业场景的深度实践
石油炼制
催化裂化装置中,内波外螺旋管换热器将反应油从520℃冷却至380℃,传热系数达450 W/(m²·K),较光管提升2.5倍,压降降低40%。
制药行业
抗生素发酵过程中,板式换热器实现反应液温度精准控制(±0.5℃),产品收率提升8%,同时通过热回收系统将废热用于清洗介质加热,年节约能源成本200万元。
食品加工
啤酒酿造中,螺旋板式换热器将麦芽汁从95℃快速冷却至20℃,冷却时间缩短至传统设备的1/3,有效抑制微生物繁殖,产品保质期延长30%。
新能源领域
光热发电系统中,管壳式换热器实现565℃高温熔盐与水的热交换,储热效率达92%,支撑电站连续发电24小时以上。

五、未来趋势:智能化与绿色化的融合
智能监控系统
集成物联网传感器与AI算法,实时监测管壁温度梯度、流体流速等16个关键参数,故障预警准确率>98%,实现远程监控与自动调节。
低碳冷却介质
采用低全球变暖潜值(GWP)的冷却介质(如CO₂、氨),替代传统氟利昂,某化工项目年减少碳排放1.2万吨。
模块化设计
支持单管束或管箱独立更换,某钢铁企业均热炉项目通过模块化改造,将停机时间从72小时缩短至8小时,年增产效益超千万元。
- 上一篇:乙二醇缠绕螺旋管冷凝器-参数
- 下一篇:黄金冶炼废水换热器-参数
 咨询电话
咨询电话