
 您的位置:
您的位置:
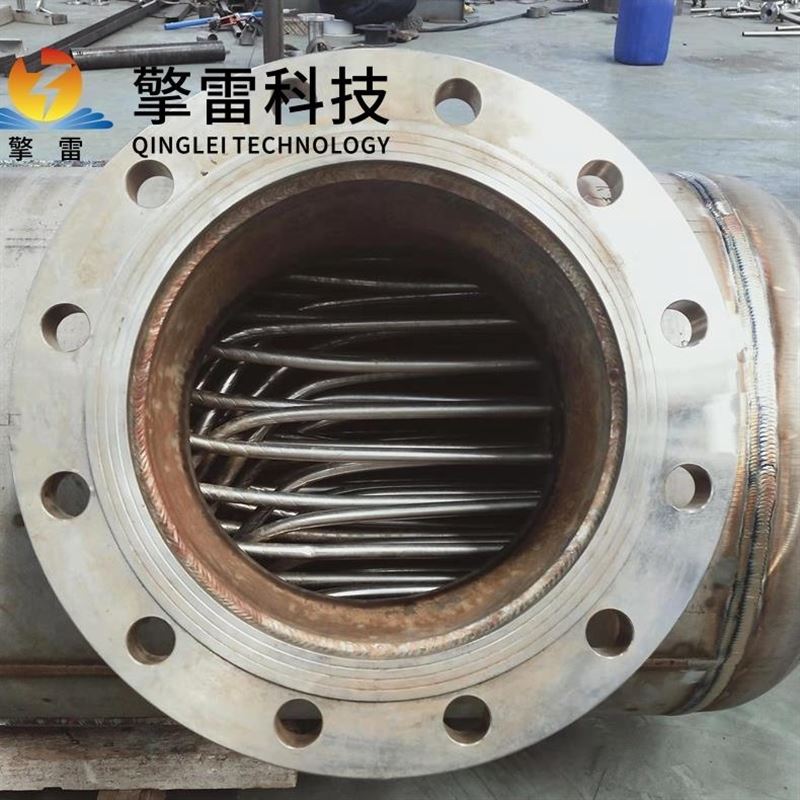




缠绕管式列管式热交换器:工况下的高效传热革新方案
一、核心结构与工作原理
缠绕管式列管式热交换器通过将多根金属细管(如不锈钢316L、镍基合金、钛合金等)以螺旋形式分层缠绕在中心筒体上,形成多层同心管束。相邻两层螺旋管的缠绕方向相反,并通过定距件保持精确间距,构建出复杂的三维流道。冷热流体分别在管程(细管内)和壳程(细管外部)流动,通过管壁实现热量传递。其核心优势在于:
纯逆流换热:管程与壳程流体形成逆流流动,传热温差分布均匀,热回收效率提升15%-20%。例如,在LNG液化装置中,端面温差可控制在2℃以内,余热回收效率提升28%,碳排放降低25%。

三维湍流强化:螺旋流道诱导流体产生二次环流,破坏边界层,传热系数达13600-14000 W/(m²·℃),较传统列管式换热器提升30%-50%。在催化裂化装置中,热回收效率提升30%,年节约燃料气50万吨标煤。
自补偿热应力:螺旋缠绕结构允许管束自由伸缩,适应-200℃至1200℃的宽温域工况,解决传统设备因热应力导致的泄漏问题。在加氢裂化装置中,替代传统U形管式换热器后,法兰数量减少,泄漏风险降低,催化剂寿命延长30%。
二、技术突破与性能优势
高效传热与紧凑设计
单位体积传热面积提升50%:空间占用减少40%,体积仅为传统列管换热器的1/10左右,重量减轻40%,基建成本降低70%。例如,在海洋平台FPSO装置中,设备占地面积缩减40%,处理能力达8000吨/天。
多股流同步换热:通过设置多股管程(壳程单股),实现单台设备内多股流体同时换热。在煤制气项目中,煤气化工艺效率提升22%,设备占地面积减少60%。

耐高压与工况适应性
承压能力达22MPa:采用高强度材料(如Inconel 625镍基合金、CrMo钢等),可承受20MPa管程压力和15MPa壳程压力,在1200℃氢环境下稳定运行超5万小时。
抗腐蚀:双相不锈钢2205与PTFE涂层组合,在氯离子环境中寿命延长至15年;钛合金设备在湿氯气腐蚀环境中年腐蚀速率仅0.008mm。
模块化与智能化升级
模块化设计:支持在线扩容,某化工厂通过增加缠绕层数实现30%换热能力提升,整个过程无需停机。
数字孪生与AI控制:集成5G+边缘计算,实现毫秒级参数调节;开发自学习控制系统,适应非线性工况。在山东某炼化企业应用中,基于AI算法的自适应控制系统使单台设备年节约蒸汽1.2万吨。
三、跨行业应用场景解析
石油化工与煤化工
催化裂化装置:回收高温介质热量,换热效率提升30%以上,年节能费用达240万元。
渣油加氢处理:承受720℃高温与22MPa高压,单台设备年节约蒸汽1.2万吨。
煤制气项目:作为化肥合成氨装置中低温甲醇洗工段的核心设备,通过多股流同步换热优化工艺流程,减少设备占地面积。
能源回收与低碳技术
LNG液化装置:套LNG绕管换热器在工厂一次性开车成功,完成72小时满负荷连续稳定运行,实现2℃超小端面温差,余热回收效率提升28%,碳排放降低25%。
碳捕集与封存(CCUS):承受-30℃至150℃温差,CO₂捕集率提升至95%,助力燃煤电厂碳捕集效率提升。
制冷与低温工程
空分装置:在-196℃液氧蒸发工况下稳定运行,热回收效率达92%。
钢铁行业余热回收:通过全流程热能管理实现吨钢综合能耗降低12kgce,年经济效益超2亿元。
医药与食品行业
制药生产:316L不锈钢材质符合FDA认证,温差控制精度达±0.5℃,使某低温反应釜产品收率提升15%。
食品加工:卫生级设计配合CIP清洗系统,确保果汁生产线微生物指标达标率100%,在饮料杀菌和乳制品浓缩中广泛应用。

四、未来趋势:从单一设备到智慧能源系统
材料创新:研发石墨烯涂层换热管(传热性能提升20%)、镍基高温合金(耐受1200℃超高温)、碳化硅-石墨烯复合材料(导热系数突破300 W/(m·K)),拓展设备在超临界CO₂发电、氢能产业等工况的应用。
结构革新:利用3D打印技术实现复杂管束一体化成型,突破传统制造限制;仿生螺旋流道设计模仿海洋贝类结构,进一步提升传热效率。
智能化与绿色化:构建余热梯级利用系统,综合能效提升35%;集成热-电-气多联供系统,能源综合利用率突破85%,推动工业向零碳工厂转型。
五、结语
缠绕管式列管式热交换器凭借其高效传热、工况适应性和智能化控制,已成为能源密集型工业领域的核心装备。随着材料科学、智能制造及物联网技术的突破,该设备正从单一换热单元向智慧能源系统核心组件演进,为全球碳中和目标实现提供关键技术支撑。
- 上一篇:单盘管冷凝器-简介
- 下一篇:化工废水换热器-参数
 咨询电话
咨询电话