
 您的位置:
您的位置:


乙二醇废水换热器:高效传热与耐腐蚀设计的工业应用
乙二醇废水换热器是化工、能源、制冷等领域中实现热量传递和余热回收的关键设备,其核心功能是通过换热器实现乙二醇废水与热源或冷源之间的能量交换,同时解决乙二醇介质的腐蚀性和低温防冻问题。以下从技术原理、结构优化、材料选择及典型应用场景展开分析。

一、技术原理:螺旋缠绕与高效传热
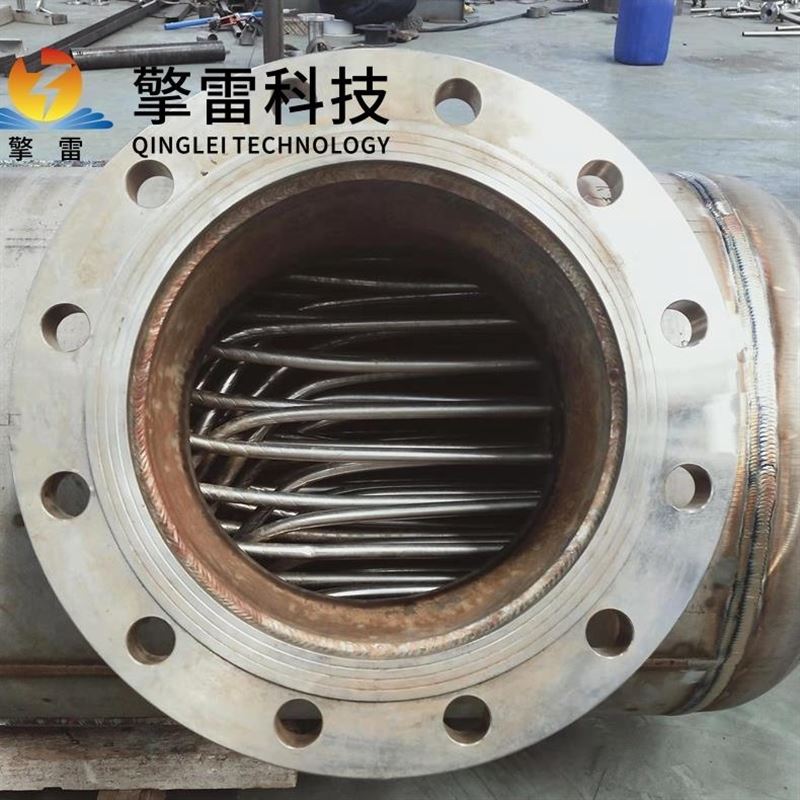
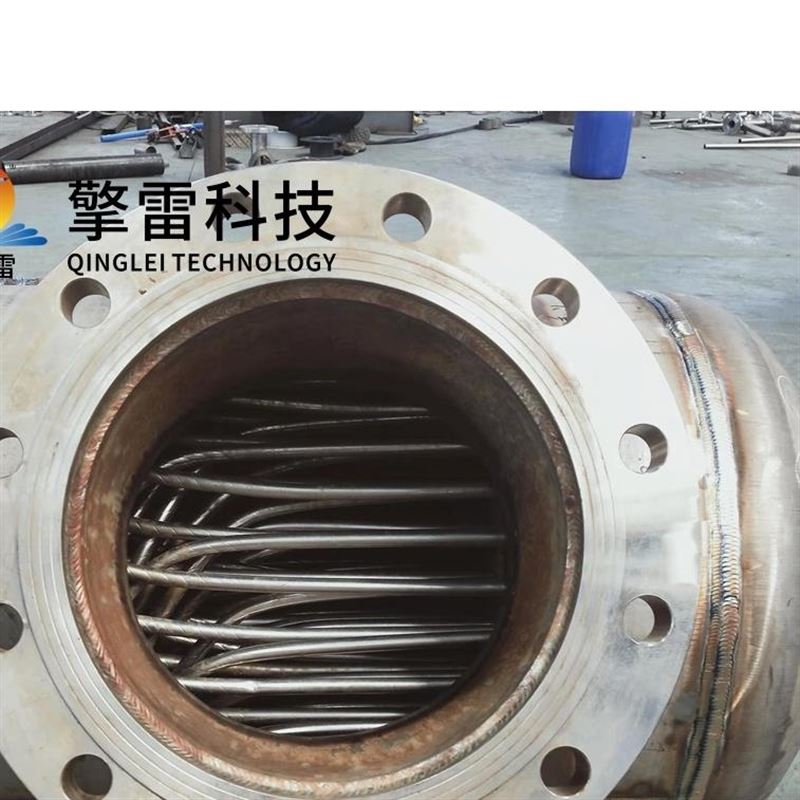
乙二醇废水换热器以螺旋缠绕管束为核心结构,通过三维螺旋设计增强湍流效应:
强化传热
螺旋缠绕管束使流体在流动中产生离心力,形成二次环流,破坏热边界层,显著提升传热效率。特定工况下总传热系数可达 8000-13600 W/(m²·℃),较传统列管式换热器提升 30%-50%,部分场景突破 14000 W/(m²·℃)。例如,某煤制乙二醇工厂通过部署12台列管换热器,回收工艺废气余热,年减排二氧化碳超 10万吨,燃料成本降低约 2000万元。
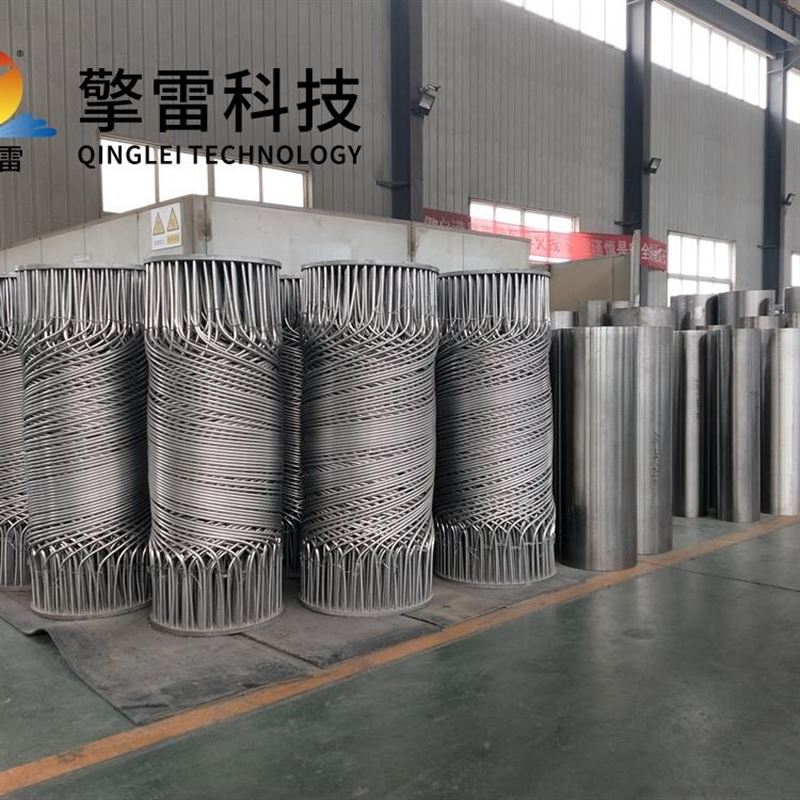
结构紧凑性
单位体积传热面积达 100-170 m²/m³,是传统设备的 2-3倍。某化工厂替换传统设备后,换热器体积缩小 8倍,安装空间减少 60%,适用于空间受限的工业场景。
二、材料选择:耐腐蚀与耐高压的平衡
乙二醇废水具有腐蚀性,需针对性选择材料:
特种合金应用
Inconel 625镍基合金:可承受 30 MPa 设计压力,在 1200℃ 氢环境或湿氯气腐蚀条件下稳定运行,年腐蚀速率仅 0.008 mm。某化工厂在湿氯气环境中连续运行 5年无腐蚀,寿命较传统设备延长 3倍。
双相不锈钢:结合奥氏体与铁素体优势,耐氯离子腐蚀性能优异,适用于含盐废水处理。
涂层与复合材料
钢制管材+防腐涂漆:通过外部涂层隔离介质,降低钛板等昂贵材料的使用成本。天津港某海水源热泵项目采用此方案,换热器寿命达 8年,压降仅为传统设备的 1/3。
钛合金/碳化硅复合管束:耐温范围覆盖 -196℃至1200℃,适应浓硫酸、熔融盐等介质,某企业应用后设备寿命延长至 15年。

三、结构优化:适应复杂工况
防垢与自清洁设计
螺旋槽管与波纹管:增强流体扰动,传热效率提升 30%-50%。某企业采用仿生螺旋流道设计,流道比表面积达 800 m²/m³,配合脉冲清洗技术,结垢周期延长至 18个月,回收率提高 15%。
入口旋流分离器:拦截粒径 >1 mm 的晶体颗粒,减少堵塞风险。
模块化与可扩展性
支持在线扩容,某企业通过增加缠绕层数实现 30% 产能提升,无需停机改造。
3D打印流道:比表面积提升至 500㎡/m³,传热系数突破 12000 W/(m²·℃),适应高精度控温需求。
四、典型应用场景
化工生产
聚酯合成:乙二醇作为原料,通过缠绕管换热器控制反应温度,产品纯度达 99.9%。
废热回收:在蒸馏系统中优化塔顶/塔底温度,某企业年节能 1200吨标煤,减排 SO₂ 15%。
制冷与空调
低温溶媒反应:实现 -60℃ 低温环境,冷量利用率从 40% 提升至 85%,液氮消耗量减少 60%。
数据中心余热回收:河北某数据中心通过回收柴油发电机余热,年节电 34.89万度,静态回收期仅 3.8年。
新能源领域
太阳能热利用:将集热器热量传递给水箱,某系统热效率提升 8%,年减排 CO₂ 10万吨。
地源热泵:乙二醇溶液作为循环介质,通过缠绕管换热器与地下土壤换热,实现建筑供暖制冷。

五、未来趋势:高效化与智能化
材料创新
研发 石墨烯/碳化硅复合材料,热导率突破 300 W/(m·K),耐温提升至 1500℃,适应超临界 CO₂ 发电等工况。
智能控制
集成物联网传感器与 AI算法,通过数字孪生技术实现实时预测性维护,故障预警准确率达 98%。某食品企业应用后,非计划停机次数降低 95%,控温精度提升至 ±0.5℃。
绿色化设计
开发环保型乙二醇换热介质,减少对环境的影响。优化制造工艺,降低能耗和材料消耗,推动行业向零碳工厂转型。
- 上一篇:电镀废水列管式换热器-参数
- 下一篇:丙酸钙换热器-简介
 咨询电话
咨询电话