
 您的位置:
您的位置:

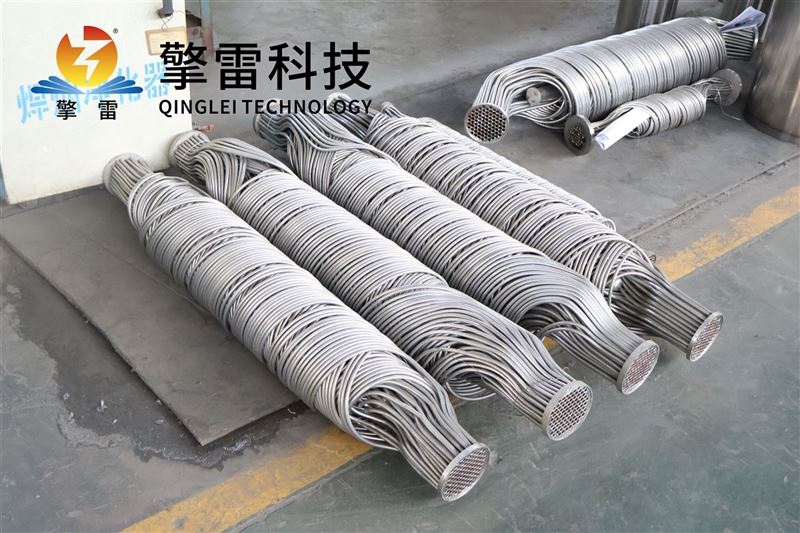



瓦斯回收气液热管换热器:工业节能与高效传热的核心设备
一、技术原理:热管相变传热与结构优化
瓦斯回收气液热管换热器以热管为核心传热元件,通过内部工质的相变实现高效传热。其结构通常包括蒸发段(加热段)、冷凝段(冷却段)及绝热段,两端分别连接热流体与冷流体通道。当高温瓦斯气体流经蒸发段时,工质吸热蒸发为蒸汽,蒸汽在微压差作用下流向冷凝段,遇冷凝结放热,热量通过管壁传递给冷流体(如水或空气)。凝结液通过重力或毛细力回流至蒸发段,形成循环。

关键优势:
超导热性:热管导热速度接近音速,传热效率是传统金属材料的数倍至数十倍。例如,某化肥厂采用涂层热管换热器回收氨气冷凝余热,蒸发段直接接触含氨气体(浓度50ppm),运行2年无锈蚀,而传统碳钢换热器仅6个月即出现腐蚀泄漏。
三维湍流强化:螺旋缠绕管束设计采用30°—45°螺旋角反向缠绕,形成三维湍流通道,传热系数达14000—18000 W/(m²·℃),较传统直管提升40%—60%。在高压蒸汽冷凝工况中,螺旋流道减少液膜厚度,潜热传递效率提升25%,结垢速率降低70%。
模块化与紧凑设计:单位体积传热面积达150—200 m³/m³,较传统设备提升3倍,占地面积小,适应空间受限场景。模块化组合支持多单元串联或并联,满足不同规模需求。
二、材料创新:耐腐蚀与长寿命的突破
针对瓦斯气体中常含的硫化氢(H₂S)、二氧化碳(CO₂)等腐蚀性介质,设备材料实现多层级创新:
碳化硅(SiC)热管:耐高温(>1000℃)、耐强酸强碱,导热系数高达120—200 W/(m·K),适用于强腐蚀环境,寿命超10年。在氯碱工业高压反应器中,设备寿命从5年延长至15年。
钛合金热管:如Ti-6Al-4V,耐氯离子、硫化物腐蚀,适用于含氯离子的瓦斯气体,寿命长且维护成本低。在合成氨工艺中,回收反应后高温气体余热预热原料气,能耗降低10%—15%。
涂层技术:石墨烯涂层使管束表面能降低至0.02 mN/m,结垢量减少70%,清洗周期延长至每季度1次。某企业采用涂层热管换热器后,年节约清洗成本50万元。

三、应用场景:多行业覆盖的节能解决方案
电力行业:瓦斯发电尾气余热回收是典型应用场景。例如,某500kW瓦斯发电机组安装热管换热器后,尾气余热可产生90℃以上热水近4吨/小时,解决4000 m²以上建筑面积采暖或中型浴池洗浴问题,年节约燃煤697吨,减排二氧化碳2000余吨。
化工行业:回收合成氨、乙烯裂解等工艺中的高温气体余热,用于预热原料气或产生蒸汽。某化工企业采用气液列管式换热装置后,热效率达92%,较传统设备提升15%,年节约燃料成本超千万元。
钢铁行业:回收高炉煤气余热预热助燃空气或煤气,降低燃料消耗。某钢铁厂通过热管换热器将高炉煤气预热后送入高炉,燃料比降低5%—10%,年节约成本数千万元。
建材行业:水泥生产中回收窑尾烟气余热预热助燃空气,热效率提高5%—10%,同时减少氮氧化物排放。某水泥厂应用后,年减排二氧化碳超千吨。
四、经济性与环保效益:全生命周期成本优化
初始投资与运行成本:初期投资较板式换热器高15%—20%,但全生命周期成本(LCC)优化后年节约运行成本超百万元。模块化设计降低初始投资20%—30%,紧凑结构节省空间成本。例如,在食品行业果汁浓缩工艺中,厂房占地面积减少35%,基建费用降低千万元级。
节能与减排:某企业应用后,单台设备年节约蒸汽1.2万吨,非计划停机减少60%,年减排二氧化碳超万吨。在超临界CO₂发电系统中,实现30MPa压力下98%的CO₂液化效率,年减排二氧化碳超万吨。
政策驱动:随着“双碳"目标推进,瓦斯回收设备需求持续增长。中国“十四五"规划推动绿色生产,换热器需求年均增长3.4%。碳交易市场的成熟进一步提升了项目经济性,预计到2030年CCER成交均价将达到150元/吨二氧化碳当量。
五、未来趋势:智能化与绿色化的深度融合
材料创新:研发陶瓷基复合材料、形状记忆合金等新型材料,提升设备在工况下的性能。例如,碳化硅陶瓷管耐受2700℃高温,应用于垃圾焚烧炉余热回收,热效率提升25%。
智能监控:集成物联网传感器与AI算法,实时监测管壁温度、流体流速等16个参数,剩余寿命预测准确率>98%。数字孪生技术构建设备三维模型,AI算法自动调节流体分配,节能率提升10%—20%。
结构优化:采用微通道设计等技术,使传热面积密度大幅提升,设备体积进一步缩减。例如,微通道技术使单位体积传热面积增加50%,设备体积缩小40%,在数据中心冷却场景中,PUE值降至1.15,年节电超百万kWh。
- 上一篇:氨氮废水缠绕管换热器
- 下一篇:氨水碳化硅换热装置
 咨询电话
咨询电话