
 您的位置:
您的位置:

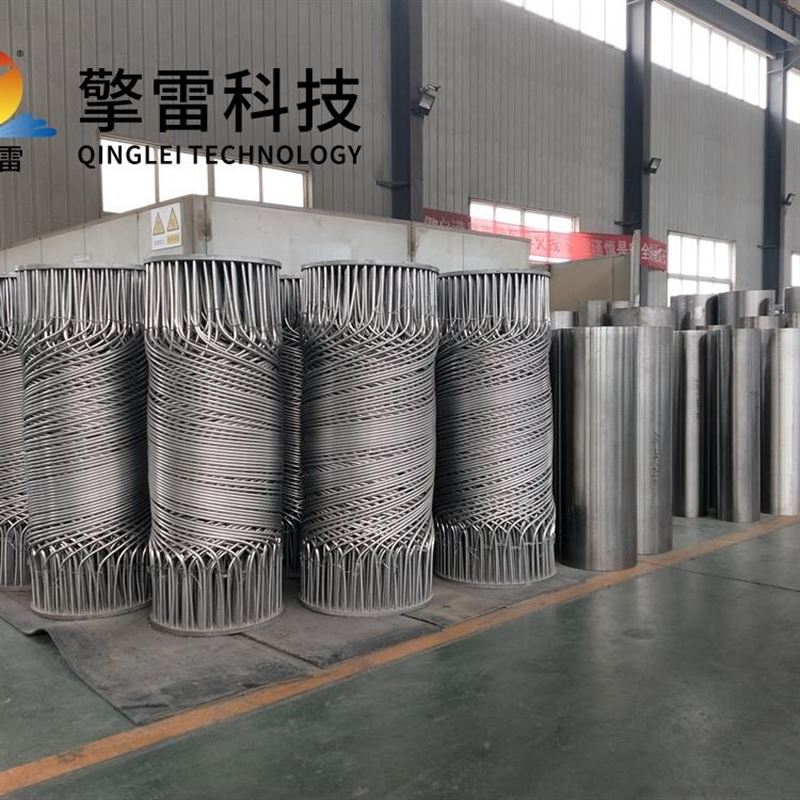

螺旋缠绕式热交换器:工业热交换领域的创新引擎
一、技术原理:螺旋缠绕结构驱动高效传热
螺旋缠绕式热交换器的核心在于其的螺旋缠绕管束设计。多根换热管以精密的螺旋轨迹缠绕在中心筒体上,形成复杂的三维流体通道。这种设计通过两个关键机制显著提升传热效率:

二次环流强化传热:流体在螺旋管内流动时,受离心力作用在横截面上形成对称漩涡,与主流叠加形成螺旋运动。这种二次环流破坏了边界层,使层流底层厚度减少50%以上,传热系数较传统设备提升20%-40%,最高可达14000W/(m²·℃)。例如,在乙烯裂解装置中,壳程裂解气与管程冷却水形成逆流换热,温差低至5℃,热回收效率达90%。
逆流换热优化温差利用:冷热流体路径逆向,温差利用率提高30%,支持大温差工况(ΔT>150℃)。在LNG接收站中,设备实现-196℃至800℃的宽温域运行,甲烷液化热回收效率提升45%,单台设备处理量达500m³/h。
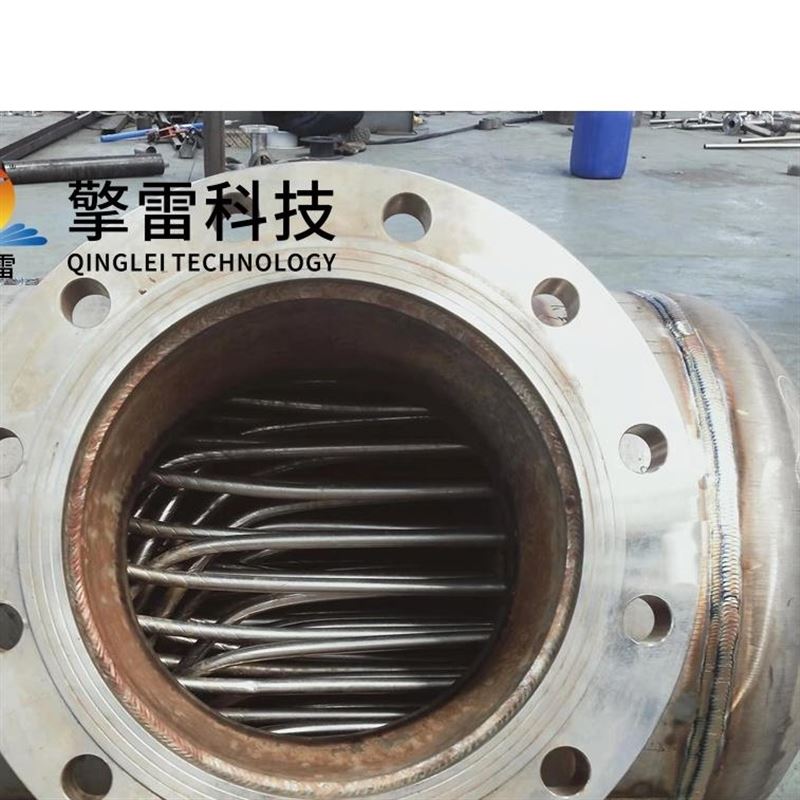
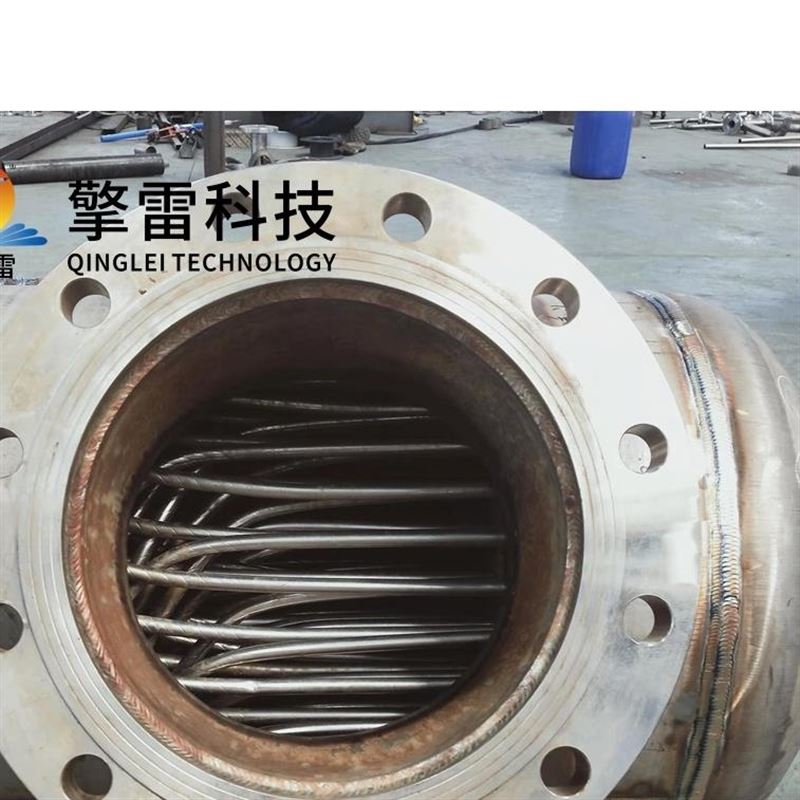
二、结构创新:紧凑设计与可靠性的平衡
模块化与可扩展性:
多股流并行处理:单台设备可实现3-5种介质同时换热。例如,在空气分离装置中,同时处理氧气、氮气与氩气,系统效率提升25%。
自由端热应力补偿:管束两端设有自由段,允许轴向伸缩,避免因温差膨胀导致的应力集中。在IGCC气化炉系统中,设备承受12MPa/650℃参数,仍保持零泄漏运行。
高强度材料体系:
管束材料:采用316L不锈钢、钛合金或碳化硅复合材料,耐腐蚀速率<0.005mm/年。在沿海化工园区,钛合金设备已连续运行10年未发生腐蚀泄漏。
壳体设计:根据工况选择低合金钢、不锈钢或镍基合金,设计压力可达30MPa。例如,在超临界CO₂发电系统中,设备承受25MPa压力与650℃高温,热效率突破50%。

三、性能优势:效率、可靠性与经济性的三重突破
传热效率显著提升:
单位体积传热面积大:每立方米容积的传热面积可达100-170m²,较传统管壳式换热器提升2-3倍。在煤化工废水处理中,单台设备处理量达500m³/h,能耗降低40%。
自清洁能力:螺旋流道形成的湍流冲刷作用使污垢沉积率降低60%,清洗周期延长至每半年一次。例如,在炼油厂催化裂化装置中,余热回收效率达90%,燃料消耗降低15%。
耐久性与可靠性增强:
抗振动设计:通过定距条保持管间距,消除湍流抖振现象。在FPSO船舶热交换系统中,设备重量减轻35%,抗振动设计适应复杂海况。
长寿命设计:全不锈钢材质设备设计寿命达40年,符合ASME标准。在制药行业中,卫生级设计满足GMP认证,确保药品反应温度控制精度±0.5℃。
经济性与空间优化:
体积紧凑:仅为传统设备的1/10,占地面积减少50%以上。在数据中心冷却中,设备体积缩小60%,PUE值降至1.05。
全生命周期成本低:虽然初始投资较传统设备高20%-30%,但通过节能降耗,3-5年内可收回成本差额。例如,某50万吨/年乙烯装置采用后,年节能费用达240万元。
四、行业应用:覆盖全产业链的高效解决方案
石油化工与天然气液化:
LNG接收站:实现甲烷高效液化,热回收效率提升45%。
炼油厂:催化裂化装置余热回收效率达90%,燃料消耗降低15%。
新能源与环保领域:
氢能储能:在氢燃料电池系统中,管程氢气流速达20m/s,换热系数突破800W/(m²·K)。
碳捕集:与化学吸收法耦合,碳捕集成本降低至150元/吨,接近欧盟碳税标准。
食品与制药行业:
乳制品生产:啤酒厂引入缠绕管式换热器后,杀菌工序能耗降低35%,产品口感一致性提升。
制药过程:精确控制反应温度,确保抗生素发酵液效价稳定,发酵周期缩短20%。
五、未来趋势:材料革命与智能化的深度融合
材料创新:
石墨烯/碳化硅复合材料:导热系数突破300W/(m·K),耐温提升至1500℃,应用于第四代核电站热交换系统。
陶瓷基复合材料:在1200℃高温下稳定运行,拓展至航空航天领域。
智能制造升级:
数字孪生技术:构建虚拟设备模型,设计周期缩短50%,故障预警准确率达98%。
AI算法优化:实时监测温差,自动优化流体分配,综合能效提升12%。

绿色制造与循环经济:
闭环回收工艺:钛材利用率达95%,单台设备碳排放减少30%。
服务模式创新:设备租赁+能效分成模式降低企业初期投资,某化工园区采用后投资回收期缩短至1.5年。
螺旋缠绕式热交换器凭借其螺旋缠绕结构、高效传热性能和广泛适应性,已成为工业热交换领域的核心装备。随着材料科学与智能技术的持续突破,其应用场景正从传统化工向新能源、半导体等新兴市场加速拓展,为全球能源转型与碳中和目标提供关键技术支撑。
- 上一篇:防老剂废水碳化硅换热器-参数
- 下一篇:氯化钠碳化硅换热器-参数
 咨询电话
咨询电话