
 您的位置:
您的位置:




制药冷却换热器安装概述
制药冷却换热器安装概述
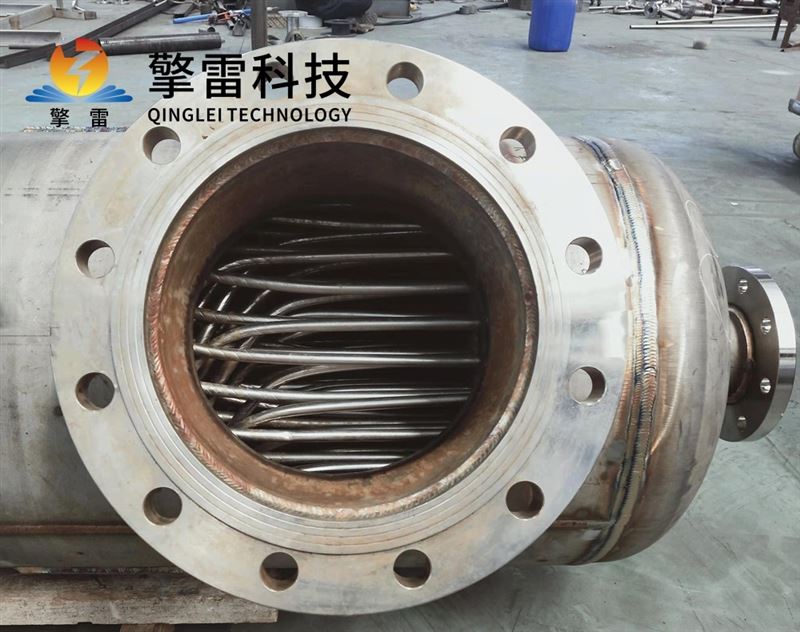
制药冷却换热器作为制药生产过程中的关键设备,承担着精确控制温度、保障药品质量与生产效率的重要任务。其安装质量直接关系到设备的运行稳定性、换热效率及使用寿命,因此必须严格按照规范进行安装。以下将从安装前准备、安装过程、安装后调试与验收等方面,对制药冷却换热器的安装进行概述。

一、安装前准备
1. 空间规划与布局
根据制药工艺流程图(PFD/P&ID)确定换热器的安装位置,需考虑操作、维护空间(特别是管束抽芯空间)、管道走向、仪表接口及未来清洁需求。设备外廓距墙壁应≥800mm,预留1—1.5米检修空间,确保阀门操作与管道维护便利性。优先选择易于清洁、排水顺畅的区域安装,避免设备周围存在卫生死角。
2. 基础处理与验收
混凝土基础表面需铲成麻面,标高线与中心线清晰,地脚螺栓孔位置偏差≤2mm。基础应能承受设备运行重量(含介质)及动态载荷,支撑点需符合设计要求,避免应力集中。对于滑动支座,需预留热膨胀位移空间。基础验收合格后方可进行设备安装。
3. 文件与材料核对
检查设备出厂合格证、压力容器证书、材质报告及焊接记录,确认设备型号与工艺参数一致。核查接触介质部分材质是否符合FDA 21 CFR 175.300标准,密封件是否通过USP Class VI认证。同时,准备安装所需的垫铁、地脚螺栓、垫片等材料,确保材料质量符合标准。
4. 运输路线勘测与设备检查
测量设备尺寸与运输通道匹配性,清除障碍物,确保吊装车辆平稳通行。对设备进行外观检查,确认壳体无变形、裂纹,接管法兰密封面无损伤,支座加强筋无松动。对于大型设备,建议采用BIM建模优化空间布局,避免后期管道改造。

二、安装过程
1. 设备吊装与定位
根据设备重量选择合适的吊车或抱杆,钢丝绳直径安全系数≥5,配备倒链与卡环。捆绑部位应选在壳体支座加强垫板处,两侧设木方保护,避免钢丝绳压瘪壳体。吊装过程中需平稳操作,避免碰撞设备或周围设施。设备定位后,使用框式水平仪进行水平度调整,立式设备垂直度≤1/1000且≤5mm,卧式设备水平度≤1/1000且≤5mm。
2. 垫铁布置与固定
平垫铁、斜垫铁(斜度3°—5°)成对使用,地脚螺栓两侧各设一组,螺栓露出螺母2—3扣。每组垫铁不超过4块,接触面积≥50%,调整后层间定位焊,露出底座外缘10—20mm。斜垫铁与设备底座板焊牢,但不得与平垫铁或滑板焊死,确保活动支座自由伸缩。
3. 管道连接与应力控制
管道与设备接管连接时,应采用弹簧支架或膨胀节,避免强制装配产生额外应力。介质含固体颗粒时,在设备入口前安装双过滤器,滤网开孔率≥80%,交替使用。管道设计需保证排空能力,通常要求0.5%—2%的坡度,并在低点设置排放阀。对于高温或低温介质管道,需考虑热膨胀补偿措施。
4. 附件安装与防护
在设备高点设排气阀,低点设排液阀,防止气阻或液击。温度传感器插入深度为管道直径1/3,压力表量程为设计压力1.5倍。在易燃易爆区域,电机、仪表需符合ExdIICT4防爆标准。对于需要在线清洗的设备,需预留清洗接口,并配置相应的清洗系统。
三、安装后调试与验收
1. 压力试验与泄漏检查
进行1.25倍设计压力的水压试验,保压30分钟,压力降≤0.5%试验压力。检查壳体无变形,焊缝无渗漏,换热管与管板连接处无湿润。单面试压时,一侧通道注水,另一侧开放,压力为操作压力,保压≤20分钟。试验压力为1.05倍工作压力时,涂肥皂液检查无气泡为合格。
2. 氮封保护与连续运行测试
对需保持正压的设备,充入氮气至0.02—0.05MPa,定期检查压力表。满负荷运行24小时,监测进出口温度、压力及流量,波动范围≤±5%。用检漏仪或泡沫法检查法兰、阀门及焊缝,泄漏率≤0.1%。

3. 安装记录与文件归档
详细记录安装过程中的各项数据,包括垫铁布置图、管道应力分析报告、焊缝无损检测报告等。整理设备出厂合格证、材质证明书、压力试验报告等文件,建立安装调试质量档案。这些文件是后续设备验证(IQ/OQ)和GMP合规性的重要依据。
4. 操作与维护培训
对操作人员进行设备启动/停车程序、故障排除指南及备件清单等培训,确保操作人员熟悉设备性能及操作方法。同时,建立*的维护管理制度,定期对冷却换热器进行检查和维护,确保设备长期稳定运行。
- 上一篇:管壳螺旋缠绕管式换热器化工应用
- 下一篇:生产工艺换热机组化工应用
 咨询电话
咨询电话