
 您的位置:
您的位置:


化肥废水处理中碳化硅换热器的应用与优势分析
引言
化肥厂废水主要来自合成氨和尿素车间,其显著特征是高浓度氨氮、硫化物及总污染。这类废水不仅具有强腐蚀性,且可生化性差,传统金属换热器在处理过程中易因腐蚀、结垢导致寿命缩短、维护成本激增。碳化硅换热器凭借其耐腐蚀、耐高温、高导热及抗结垢等特性,逐渐成为化肥废水处理领域的关键设备。

化肥废水处理的技术挑战
化肥废水处理需解决三大核心问题:
强腐蚀性:废水中高浓度氯离子(Cl⁻>100ppm)和硫化物对金属设备腐蚀速率可达0.5mm/年,传统不锈钢换热器寿命仅2-3年。
高黏度与颗粒物:废水中悬浮颗粒粒径≤2mm,黏度可达5-10mPa·s,易导致换热器结垢堵塞。
热敏感性:部分成分在高温下易分解,需精确控制换热温差(ΔT≤15℃)。
碳化硅换热器的技术优势
1. 耐腐蚀性能
碳化硅(SiC)在氢氟酸(HF)、浓硫酸(98%)及高浓度氯离子环境中,年腐蚀速率<0.005mm,仅为哈氏合金的1/10。例如,某化工厂采用碳化硅换热器处理氢氟酸废水后,设备寿命从2年延长至12年,年维护成本降低75%。在化肥废水处理中,碳化硅换热器可耐受氨氮、硫化物及总的长期侵蚀,显著减少泄漏风险。
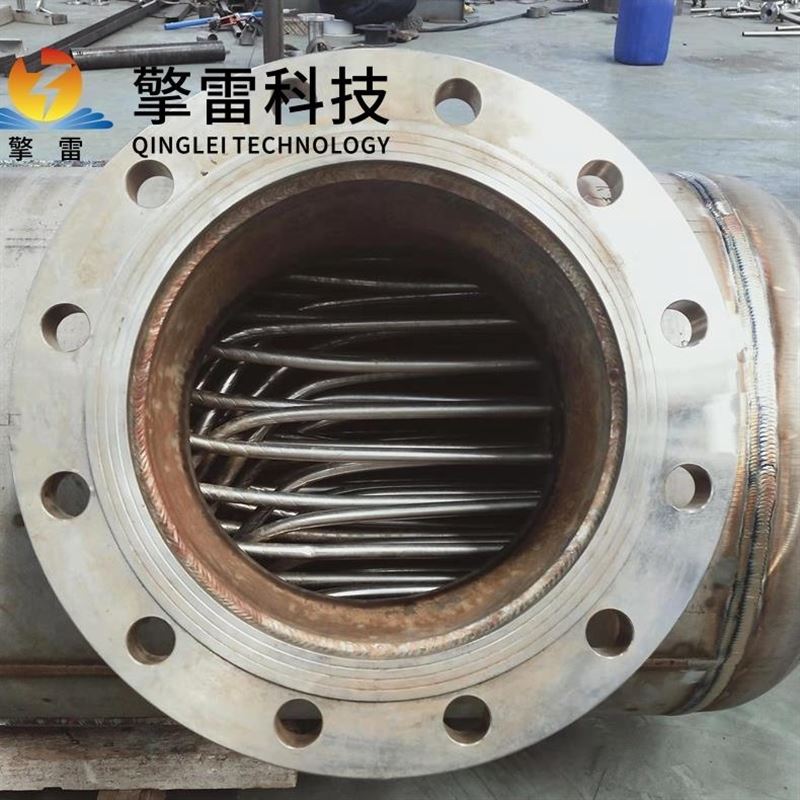
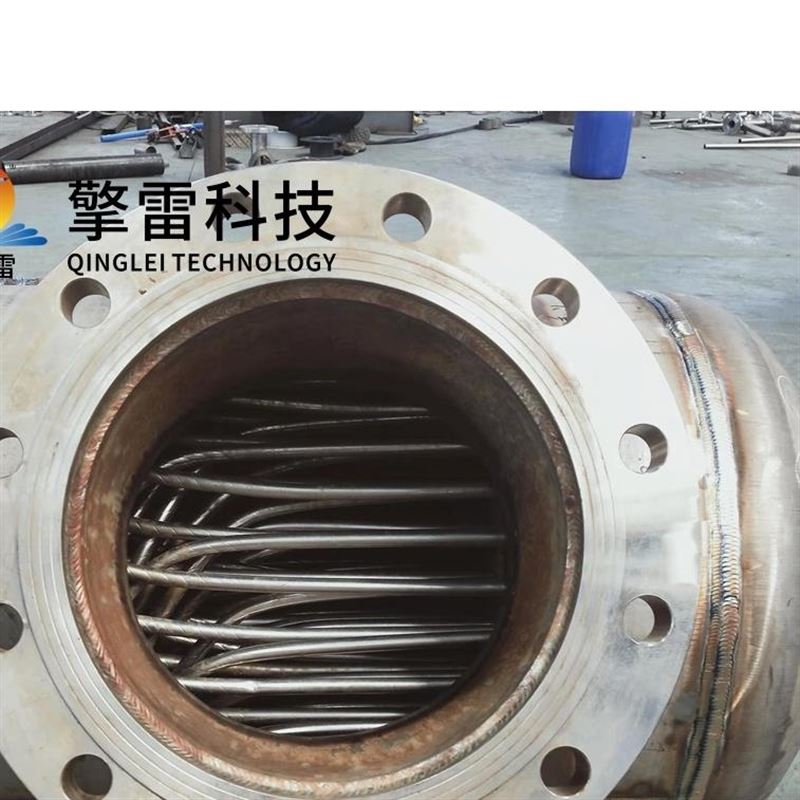
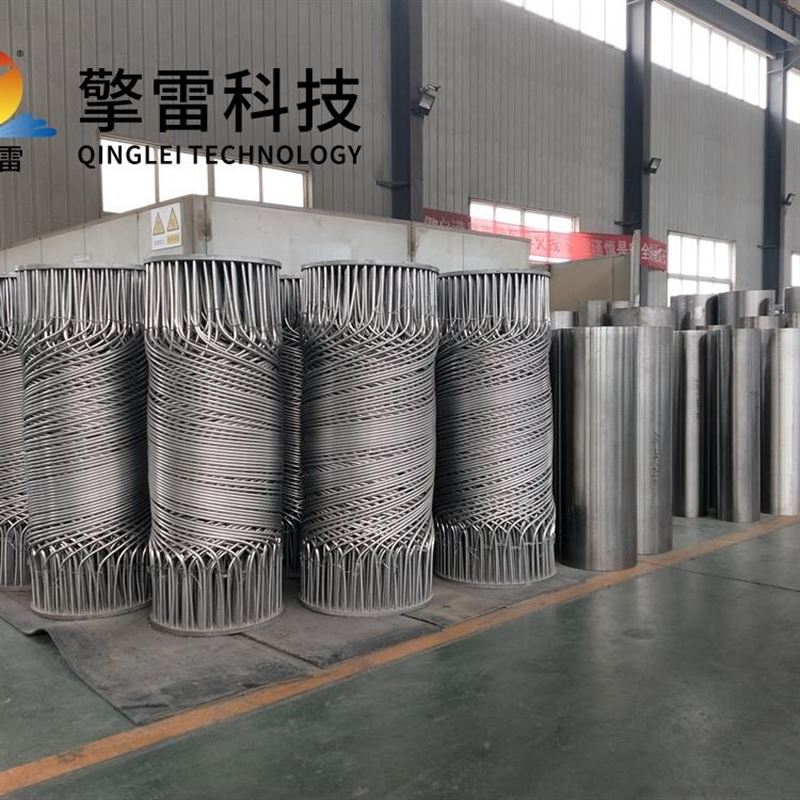
2. 高效传热与抗结垢设计
螺旋缠绕管结构:通过40°螺旋角缠绕延长管程路径2.5倍,换热面积增加45%,传热系数提升至1400W/(m²·K)。某化工企业采用该结构处理味精发酵废水时,热回收率达85%。
微通道设计:通道尺寸缩小至0.3mm,比表面积达5000m²/m³,换热效率较传统设备提高5倍。
抗结垢流速优化:针对化肥废水高黏度特性,采用Φ19mm管径配合2.0-3.0m/s流速,减少压降并降低结垢风险。某制药企业处理抗生素发酵废水时,连续运行180天未堵塞。
3. 耐高温与热震稳定性
碳化硅熔点高达2700℃,可在1600℃下长期稳定运行,短时耐受2000℃以上高温。其热膨胀系数仅为金属材料的1/3,可承受300℃/min的温度剧变。在化肥废水处理中,该特性可适应频繁启停工况(如高温灭菌后的废水处理),确保设备长期稳定运行。

4. 模块化与智能化设计
多流程结构:采用4管程设计使流体多次折返流动,湍流强度提升40%,传热系数增加25%。某食品厂处理啤酒废水时,热回收效率提高30%,能耗降低22%。
物联网集成:内置传感器实时监测管壁温度梯度、流体流速等16个参数,故障预警准确率>98%,可提前发现结垢或腐蚀风险。
应用案例分析
案例1:某化肥厂氨氮废水处理
工况:废水氨氮浓度5000mg/L,含硫化物120mg/L,温度80℃。
设备选型:采用Φ19mm碳化硅管+4管程结构,流速2.5m/s,换热面积50m²。
效果:
热回收效率提升40%,年节约蒸汽成本180万元;
设备连续运行5年无泄漏,寿命较不锈钢设备延长4倍;
维护周期从3个月延长至18个月,年维护成本降低65%。
案例2:某尿素车间废水余热回收
工况:废水温度120℃,需冷却至50℃以满足后续处理要求。
设备选型:螺旋缠绕碳化硅换热器,管程路径延长2.5倍,换热面积增加45%。
效果:
热回收效率达82%,年节约标煤3200吨;
设备耐硫化物腐蚀,运行3年无性能衰减;
压降控制在设计值15%以内,系统稳定性显著提升。
经济性与环保效益
1. 全生命周期成本优势
初始投资:碳化硅换热器单价较不锈钢设备高30%,但寿命达15-20年,是不锈钢设备的3倍以上。
运维成本:年维护成本降低60%-75%,某化工厂氢氟酸废水处理系统维护成本从300万元/年降至75万元/年。
节能效益:以100m³/h废水处理规模为例,热回收效率提升30%-50%,年节能标煤可达数千吨。
2. 环保效益
碳排放减少:单台设备年运行8000小时,较传统设备减少CO₂排放约3500吨,相当于植树19万棵的碳汇量。
污染控制:在烟气脱硫系统中,碳化硅换热器将烟气温度从120℃降至50℃,脱硫效率提升15%,确保排放符合环保标准。
未来发展趋势
材料升级:研发碳化硅-石墨烯复合材料,进一步提升耐蚀性和机械强度,拓展应用场景。
制造工艺突破:3D打印技术实现近净尺寸、轻量化制备,解决热补偿和气体密封难题。
智能化集成:数字孪生技术优化设计周期,AI算法实时优化流体分配,综合能效提升12%。

结论
碳化硅换热器凭借其耐腐蚀、高效传热及长寿命等特性,已成为化肥废水处理领域的高效解决方案。通过定制化设计(如螺旋缠绕管、微通道结构)和智能化集成,该设备显著提升了热回收效率,降低了运维成本,并为行业节能减排提供了关键技术支撑。随着材料科学与制造工艺的持续创新,碳化硅换热器将在化肥废水处理中发挥更大作用,推动行业向绿色、可持续方向发展。
- 上一篇:不锈钢列管冷凝器-参数
- 下一篇:硫酸锑碳化硅换热器
 咨询电话
咨询电话