
 您的位置:
您的位置:


缠绕式螺旋管换热设备:工业热交换领域的创新突破
一、技术原理与结构创新:螺旋流场重构传热边界
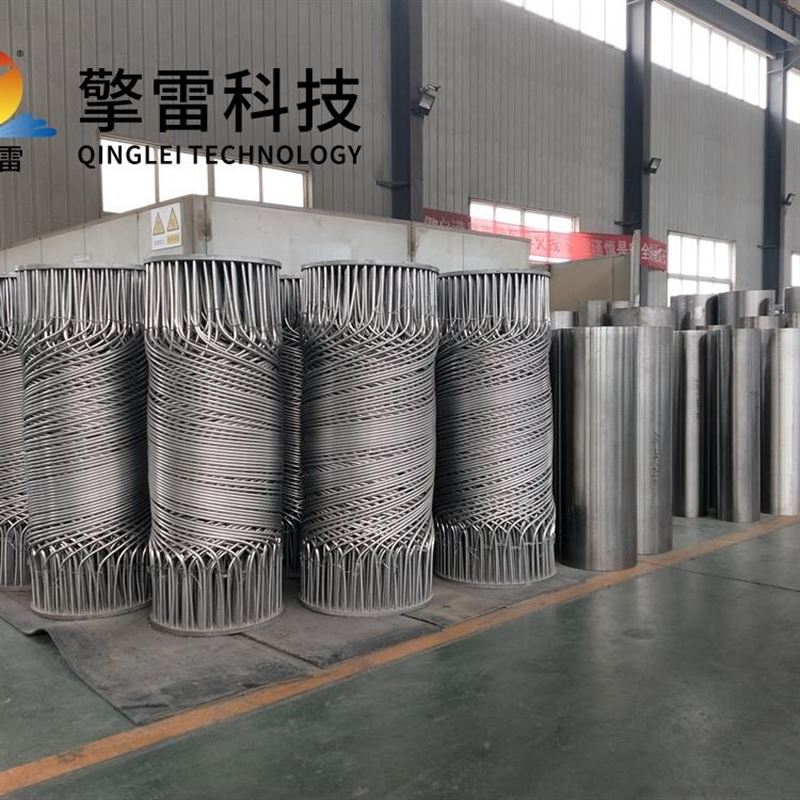
缠绕式螺旋管换热设备通过多层螺旋缠绕的细管束实现高效热传递,其核心在于螺旋结构对流体流动的强化作用:

螺旋流道设计:换热管以15°-30°螺旋角分层缠绕,层间通过定距条保持间距,形成均匀的壳程流道。流体在螺旋通道内流动时,受离心力作用产生强烈的二次环流,破坏边界层,减少层流底层厚度,使传热系数较传统设备提升20%-40%,最高可达14000 W/(m²·℃)。例如,在乙烯装置中,其传热效率提升40%,年节能费用达240万元。
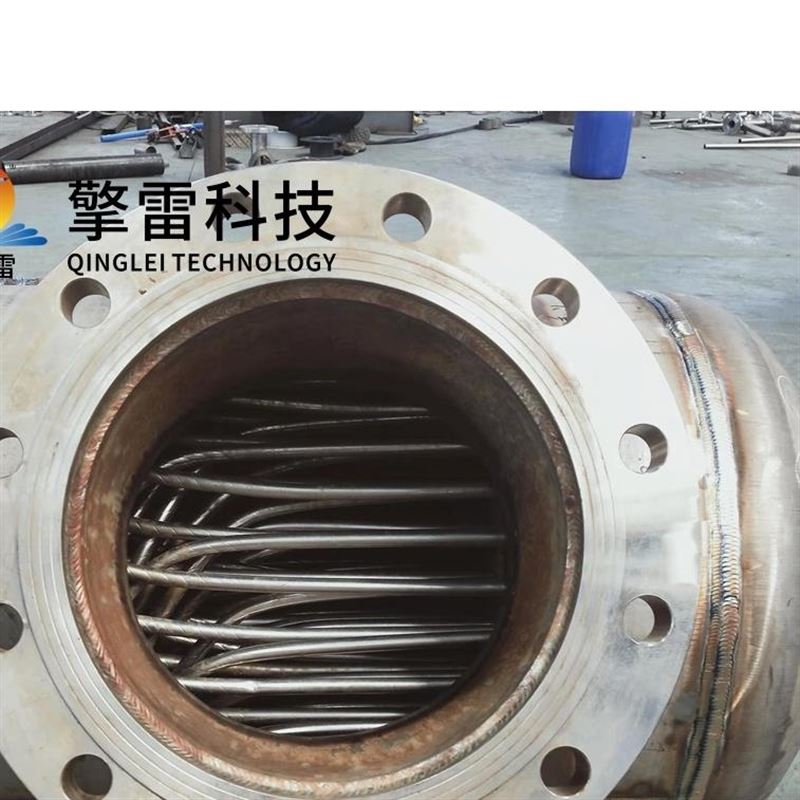
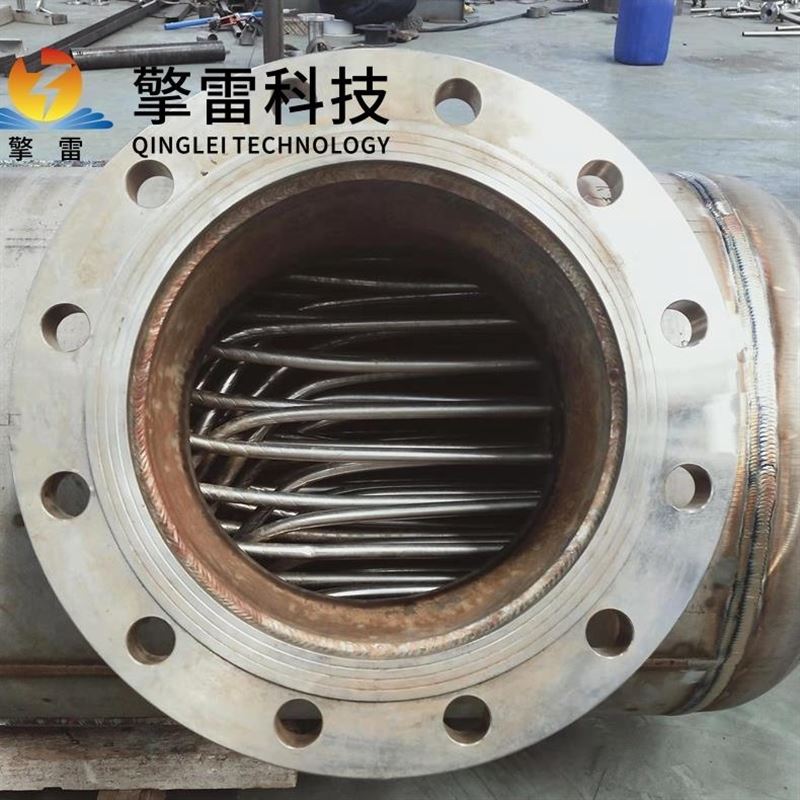
自适应热补偿结构:管束两端预留自由段,可随温度变化自由伸缩,消除热应力。全焊接结构承压能力达15-30MPa,支持1900℃超临界蒸汽工况。相邻管层反向缠绕配合定距件固定,适应复杂振动环境(如船舶动力系统),在沙特某光热电站中,机组承受700℃、30MPa工况,热电转换效率突破50%。
多通道协同换热:支持多股流体同时换热,满足复杂工艺需求。例如,在丙二醇精馏工艺中,反应温度控制精度达±1℃,产品纯度提升至99.95%。
二、性能优势:四维突破重塑工业能效标准
超紧凑结构:通过螺旋缠绕方式,可在较小空间内提供较大传热面积。对管径8-12mm的传热管,每立方米容积的传热面积可达100-170平方米,体积较传统管壳式换热器减少40%-60%。例如,在LNG接收站项目中,设备占地面积可缩小60%,节省土地成本超千万元。
抗污自清洁能力:螺旋通道设计使流体对污垢的冲刷作用增强,结垢倾向降低70%,清洗周期延长至每半年一次,维护成本减少40%。在炼油、催化裂化等装置中,用于高温高压介质的热量回收,效率提升30%以上。某炼油厂采用缠绕管式换热器进行催化裂化装置的余热回收,年节约标准煤1.2万吨,碳排放减少8000吨。
宽工况适应性:支持-196℃至800℃超宽温度范围,耐压等级覆盖1.6-30MPa。在LNG液化过程中,设备可实现-162℃低温工况下的高效换热,确保天然气液化过程稳定运行;在第四代钠冷快堆中,处理高温液态金属,实现核能高效利用,设备通过ASME核级认证。
智能化运维体系:集成物联网传感器与AI算法,实现远程监控与智能调节,提升能效8%-12%。例如,通过数字孪生技术构建虚拟设备模型,实现设计周期缩短50%,故障预警准确率达98%。在核电/火电余热回收项目中,余热利用率提升25%,系统热耗降低12%。

三、典型应用场景:从传统产业到新兴领域的全覆盖
能源化工领域:
在乙烯生产装置中,作为裂解炉的急冷锅炉,将高温裂解气迅速冷却,防止二次反应的发生,保证乙烯产品的高质量生产。
在煤化工领域,用于低温甲醇洗工艺,实现酸性气体脱除与热量回收的双重目标,系统能耗降低28%。
新能源开发:
在氢能储运环节,配套氢燃料动力系统的钛-钢复合板设备,成功通过1000小时耐氢脆测试,冷凝1200℃高温氢气,系统能效提升25%。
在地热能开发中,冰岛地热发电站采用该设备处理180℃硅酸盐介质,换热效率达88%,年发电量超1亿kWh。
食品医药行业:
制药工艺采用双管板无菌设计避免交叉污染,符合FDA认证。某生物制药企业采用316L不锈钢材质设备,使产品合格率提升5%。
在乳制品杀菌工艺中,自清洁通道设计使清洗周期延长50%,年维护成本降低40%;果汁浓缩环节能耗降低25%,产能提升30%。
四、未来发展趋势:材料革命与数字孪生的深度融合
耐工况材料:研发碳化硅-石墨烯复合材料,导热系数有望突破300W/(m·K),抗热震性提升300%,适用于超临界CO₂发电等工况。开发耐氢脆、耐氨腐蚀材料体系,支持绿氢制备与氨燃料动力系统。
结构拓扑优化:采用三维螺旋流道设计与异形缠绕技术,通过非均匀螺距缠绕优化流体分布,传热效率提升10%-15%。3D打印技术突破传统制造限制,实现复杂管束设计,定制化流道设计使比表面积提升至800㎡/m³。

能源系统集成:开发热-电-气多联供系统,能源综合利用率有望突破85%。例如,在工业园区中,将余热回收、制冷制热与电力供应深度耦合,实现能源梯级利用。
绿色制造体系:采用闭环回收工艺使钛材利用率达95%,单台设备碳排放减少30%。通过环保型制造流程,降低设备全生命周期环境影响。
 咨询电话
咨询电话