
 您的位置:
您的位置:

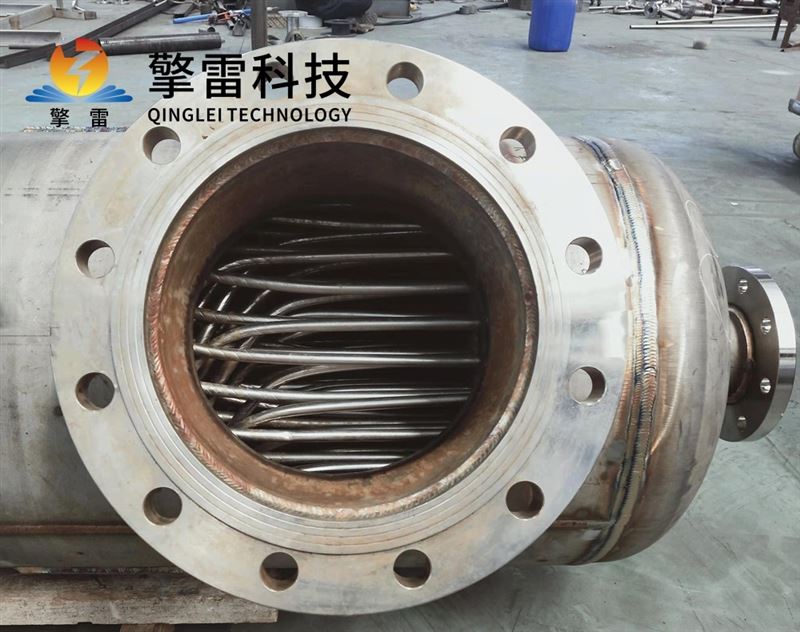



乙醇缠绕螺旋换热器:高效传热与工业节能的创新解决方案
一、技术原理:螺旋结构驱动的湍流强化传热
乙醇缠绕螺旋换热器通过独特的螺旋管束设计,突破传统直管式换热器的传热局限。其核心创新点在于:

三维螺旋流道:换热管以30°-45°螺旋角紧密缠绕于中心筒,形成复杂立体流道。流体在管程与壳程中呈螺旋状流动,产生强烈离心力与二次流,湍流强度较传统设备提升3-5倍,传热系数可达5000-14000 W/(m²·K)。
逆流-错流复合流动:管程与壳程流体实现逆流换热,同时螺旋流道使流体在轴向与径向产生速度梯度,形成错流效应。这种复合流动模式使平均温差提升20%-30%,在相同换热量下设备体积可缩小40%以上。
自支撑结构:缠绕管通过层间焊接形成自支撑结构,无需额外支撑件,承压能力达30MPa以上,可稳定运行于超临界CO₂发电、深海油气开采等高压工况,设备寿命超10万小时。
典型案例:某炼化项目应用后,换热面积增加25%,而设备体积缩小40%,传热效率提升30%。
二、材料创新:耐腐蚀与耐高温的双重突破
乙醇生产工况复杂,换热器需兼顾耐腐蚀性与高温稳定性:
316L不锈钢:在含Cl⁻、有机酸环境中年腐蚀速率<0.01mm,设备寿命长达15年,是碳钢设备的5倍。某酒精企业应用后,年节约能源成本超百万元。
钛合金:耐氢氟酸、熔融盐等强腐蚀介质,某化工厂应用后设备寿命从18个月延长至8年。
陶瓷复合管:碳化硅涂层管耐受1200℃高温,应用于垃圾焚烧炉、煤化工等高温腐蚀工况。
表面处理技术:换热管表面粗糙度Ra≤0.8μm,符合FDA与GMP要求;设备实现CIP在线清洗,微生物残留<1 CFU/100cm²,确保乙醇产品纯度。

三、工艺适配性:全流程温控解决方案
乙醇生产涵盖发酵、蒸馏、脱水及精制等环节,缠绕螺旋换热器通过定制化设计满足差异化需求:
发酵温控:维持30-35℃恒温环境,温差波动控制在±0.5℃以内,保障酵母活性。玉米乙醇生产线中设备实现发酵温度精准控制,乙醇产率提升5%。
蒸馏热回收:处理95%vol乙醇-水共沸混合物,承受105-120℃高温,确保乙醇回收率≥99.5%。五塔差压精馏系统中,设备回收95%酒精蒸汽热量,综合能耗降低15%。
分子筛脱水:采用-20℃至150℃宽温域调节,满足吸附-再生循环需求。分子筛脱水系统中设备使无水乙醇纯度达99.9%。
余热利用:炼油工艺中,将高温油品的热量传递给低温原料,实现能量合理利用。某炼油厂常减压塔预热系统技术改造后,换热面积减少40%,蒸汽消耗降低25%。
跨行业应用:
超临界发电:沙特某光热电站应用螺旋管换热器,机组承受700℃、30MPa工况,热电转换效率突破50%。
地热开发:冰岛地热发电站处理180℃硅酸盐介质,换热效率达88%,年发电量超1亿kWh。
废水处理:某企业采用螺旋管换热器回收余热驱动ORC发电机组,年发电量超百万千瓦时。
四、性能优势:数据支撑的表现
指标缠绕螺旋换热器传统列管式换热器
传热系数8000-13600 W/(m²·℃)2000-4000 W/(m²·℃)
体积效率单位体积换热能力提升3-5倍-
压降控制系统压降≤0.05MPa压降高30%-50%
耐温范围-196℃至1200℃-20℃至400℃
耐压能力25MPa4-10MPa
维护周期清洗周期6-12个月每月清洗1-2次

典型案例:
天然气液化项目:单台设备处理量达500吨/小时,冷凝效率98%,年节约燃料气用量50万吨标煤。
乙烯裂解装置:急冷油冷凝器承受>400℃高温与腐蚀性介质,设备寿命超5年,热回收效率提升30%。
钢铁厂余热回收:余热利用率提升45%,发电效率提升38%,年节约标煤12万吨。
五、智能化与未来趋势:技术融合变革
数字孪生技术:通过CFD仿真与实时数据映射,构建设备虚拟模型,实现运行状态实时监控与预测性维护。某石化企业应用后,故障预测准确率提升至92%,非计划停机减少70%,年维护成本降低50%。
抗结垢创新:研发石墨烯涂层抗结垢技术,维护周期延长至5年;采用形状记忆合金自动补偿热膨胀,寿命超10万小时。
模块化设计:支持单台设备处理量从10㎡扩展至1000㎡,体积缩小70%,重量减轻30%。根据客户工艺需求,可定制不同材质、结构及温控范围的换热器。
新能源适配:在PEM电解槽中实现-20℃至90℃宽温域运行,氢气纯度达99.999%;地热发电中处理含SiO₂的地热流体,螺旋缠绕结构避免结垢堵塞,设备寿命延长至10年。
市场前景:预计到2026年,中国缠绕式换热器市场规模将达38.1亿元,年均复合增长率(CAGR)18.5%。环保政策与“双碳”目标加速高效换热器需求,部分地区对采用节能设备的企业提供税收优惠。
- 上一篇:酵母废水列管式换热器-简介
- 下一篇:荧光剂碳化硅换热器-简介
 咨询电话
咨询电话