
 您的位置:
您的位置: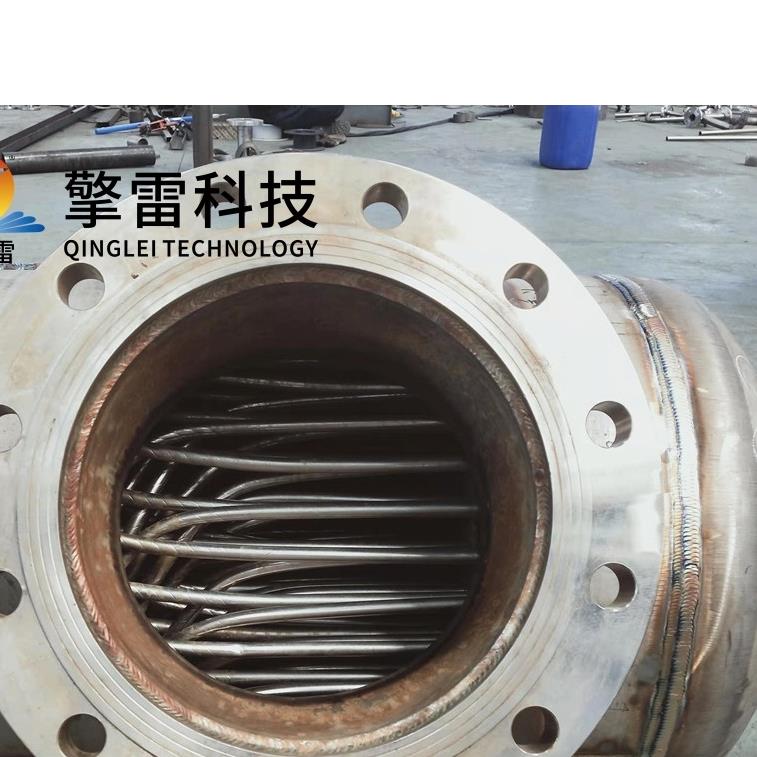



瓦斯回收气液热管换热器-石油应用
瓦斯回收气液热管换热器-石油应用
瓦斯回收气液热管换热器——石油应用指南
一、石油行业的"余热金矿"——你每天在烧掉多少钱?
石油炼化是能源消耗的"无底洞":一座千万吨级炼厂,每年排入大气的烟气余热高达数十亿千焦,相当于烧掉几万吨标准煤。而瓦斯发电站每台500kW机组的尾气温度高达500℃以上,这不是废气——这是流淌的黄金。
工况温度热量传统浪费热管回收后
催化裂化再生烟气700℃→300℃极大直排烟囱产1.0—1.6MPa蒸汽
乙烯裂解急冷油400℃→150℃大冷却水带走预热锅炉给水升50—80℃
瓦斯发电尾气550℃→90℃中等直排大气产90℃热水/蒸汽
加热炉排烟250℃→150℃中浪费预热助燃空气至250℃
原油蒸馏侧线150—300℃大冷却浪费原油从20℃预热至200℃+
一句话定性:瓦斯回收气液热管换热器不是"锦上添花"——它是石油行业从"烧钱"变"印钱"的核心装备。一台设备年省百万,一座炼厂年万。

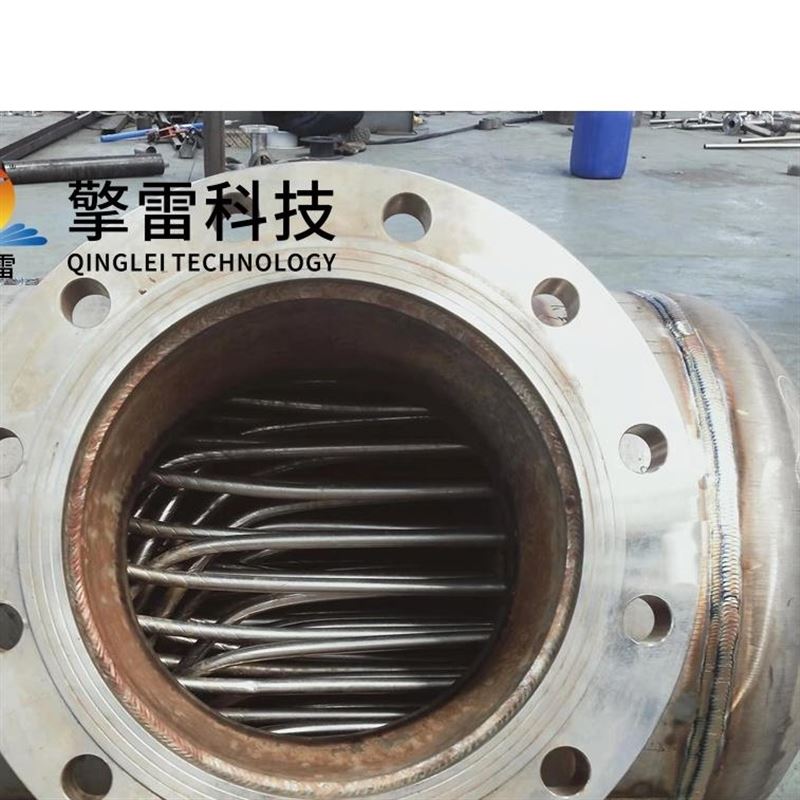
二、核心原理——为什么热管是石油余热的"杀手"?
🔥 相变传热:导热速度接近音速
气液热管换热器的核心是热管——一根抽真空、充工质的密封管:
步骤过程速度
① 蒸发段高温烟气(550℃)冲刷热管,工质瞬间汽化微秒级
② 蒸汽传输蒸汽在微压差下以约500m/s(近音速)流向冷凝段500m/s
③ 冷凝放热蒸汽遇冷凝结,热量传给水/油,凝结液回流瞬间完成
等效导热系数是铜的1000倍以上! 这不是传热——这是热量的"超音速快递"。
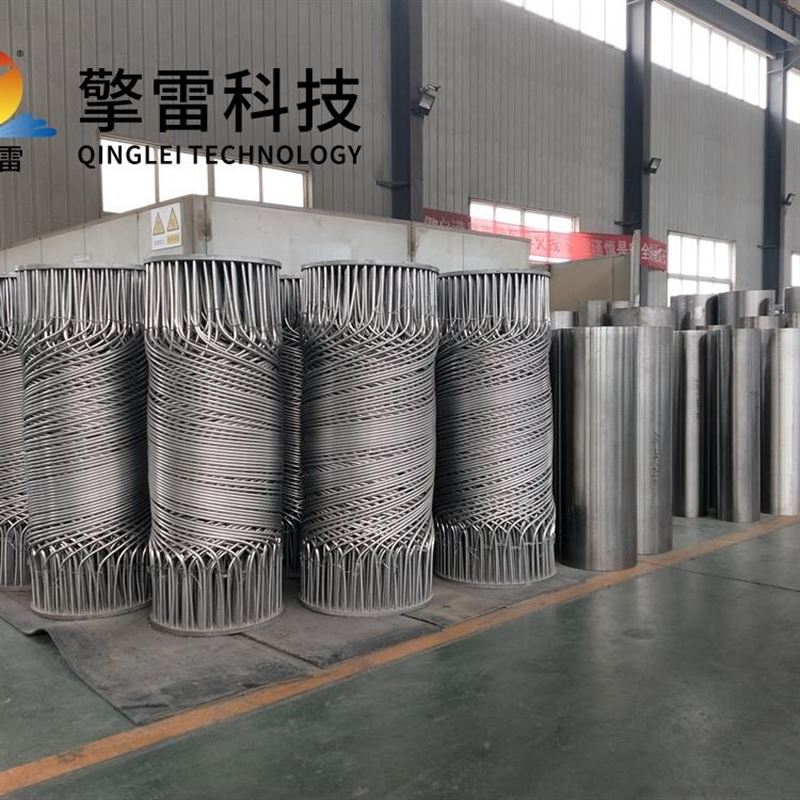
🔥 螺旋缠绕管束:三维湍流风暴
设计参数数值效果
螺旋角30°—45°反向缠绕离心力+二次环流,湍流强度提升3—7倍
传热系数14000—18000 W/(m²·℃)较传统直管提升40%—60%
压降降低20%—30%泵/风机能耗省20%—30%
结垢速率降低70%清洗周期从3个月→24个月
单位体积传热面积150—200 m²/m³较传统提升3倍,占地减60%
某炼厂催化裂化实测:螺旋缠绕管束将700℃再生烟气冷却至300℃以下,同时产出1.6MPa饱和蒸汽,换热效率超80%,年节约燃料成本数百万元。
三、石油六大应用场景——逐场拆解
🔷 场景1:催化裂化再生取热——从700℃到蒸汽
这是热管换热器在石油行业的应用。
传统方案痛点热管方案优势
外取热器:设备复杂、催化剂磨损、循环泵故障多分离式热管:蒸发段在再生器内,冷凝段在外,无需循环泵
内取热器:取热难调、管破停车、催化剂泡损严重单管失效可隔离,不影响系统运行,零停车风险
传统取热效率60%—70%热管取热效率超80%,产1.0—1.6MPa蒸汽
真实案例:某炼油厂再生器催化床层温度670—710℃,蒸发段热流密度330kW/m²,热管取热器稳定运行3年以上,而传统内取热器平均1.5年就要停车换管。
经济效益:产蒸汽并入0.8MPa蒸汽网,年回收热量折合标煤数千吨,减排CO₂超万吨。
🔷 场景2:瓦斯发电尾气回收——500℃废气变热水
参数数值效果
尾气温度500—600℃含H₂S 50—200ppm、CO、CH₄
回收后排气温度<90℃环保达标
产热水90℃以上,近4吨/小时/台解决4000m²建筑采暖
燃料节省15%—20%年省百万元
CO₂减排3100吨/年/台(500kW)碳收益39万元(80元/吨)
山西某瓦斯发电站实证:4×1000kW机组改造,热管系统初投资280万元(较传统高35%),但年回收热量折合标煤4870吨,投资回收期仅1.8年。
煤矿供暖神器:每台换热器每小时产90℃热水近4吨,解决4000m²以上建筑采暖或中型浴池洗浴——冬天煤矿风井防冻、职工浴室供热,一台设备全搞定。
🔷 场景3:原油蒸馏预热——从20℃到200℃+
传统方案热管方案
加热炉烧燃料,能耗巨大利用塔顶/侧线余热(150—300℃)预热原油
6台串联浮头式换热器热管+浮头组合,回收余热2.5×10⁷ kcal/h
加热炉燃料消耗基准降低30%
某千万吨级炼厂:通过热管换热器组成的余热回收网络,全装置综合能耗降低10—15 kg标油/t原油,年节约标煤超10万吨。
🔷 场景4:乙烯裂解急冷——400℃→150℃的生死线
乙烯装置裂解气从850℃急冷至400℃以下,传统急冷油换热器结垢严重、清洗频繁。
指标传统设备螺旋缠绕热管
传热系数8000—1000013600—14000(提升30%)
结垢速率基准降低70%
清洗周期1—3个月6—12个月
冷凝效率基准提升40%
年节约蒸汽—1.2万吨/台
年减排CO₂ 3.1万吨/台,碳收益248万元——这不是省电费,是印。
🔷 场景5:加热炉烟气余热——250℃烟气的最后价值
石油加热炉排烟温度200—400℃,传统空气预热器只能降到165℃左右,再低就露点腐蚀。
传统两级回收热管三级回收
一级:余热锅炉,500—600℃→产1.9—3MPa蒸汽一级:余热锅炉,700℃→500—600℃
二级:空气预热器,600℃→250℃二级:热管空气预热器,500℃→250℃
排烟300℃→烟囱三级:热管省煤器,300℃→250℃给水
综合热回收70%综合热回收超95%
安庆石化实证:减压炉热管式空气预热器,烟气从365℃降至165℃,空气从20℃升至220℃,每小时回收热量8.82GJ——相当于每小时少烧1吨燃料油。
🔷 场景6:加氢裂化高压换热——10MPa下的硬仗
加氢裂化操作压力10—18MPa,温度350℃,对设备强度和密封是极限考验。
设计要点热管方案
耐压30MPa以上(三管板结构)
变形量500℃温差下≤0.01mm/年
密封焊接+胀接复合,ASME/PED认证
寿命超15年
年节电约20万kWh
螺旋管束弹性结构自动吸收热胀冷缩应力——这不是设计,是艺术。
四、材料革命——石油腐蚀环境的"铠甲"
石油介质含硫、氯、酸、H₂S,材料选错=6个月报废。
材料适用工况寿命导热系数石油场景推荐
碳钢+涂层≤300℃,低腐蚀5年50原油预热(非腐蚀区)
316L不锈钢≤400℃,Cl⁻<200ppm10—15年16一般换热
Cr25Ni20耐热钢≤700℃,氧化环境15年15催化裂化再生烟气
钛合金Ti-6Al-4V≤600℃,含Cl⁻/H₂S20年+22含氯瓦斯气体
碳化硅SiC≤1200℃,全耐受20—30年120—200强腐蚀/高温烟气
石墨烯/SiC复合≤1500℃30年+>3002030年超临界CO₂
碳化硅在石油场景的绝杀:某化肥厂用SiC热管回收含氨气体(50ppm)冷凝余热,运行2年零锈蚀,而传统碳钢6个月就泄漏。年腐蚀速率<0.005mm——这不是材料,是永动机。
石墨烯涂层黑科技:表面能降至0.02mN/m,结垢量减少70%,清洗周期从每月1次→每季度1次,维护成本暴降60%—80%。

五、防腐蚀+防结垢——石油行业的两大"癌症"
✅ 防露点腐蚀:热管的独门绝技
传统换热器烟气降到露点以下→酸液凝结→腐蚀穿孔。热管换热器通过调整蒸发段/冷凝段传热面积比,精确控制管壁温度在露点之上:
指标传统设备热管换热器
壁温露点以下10—20℃露点以上5—10℃
腐蚀速率0.3mm/年<0.01mm/年
灰尘附着严重减少80%
寿命3—5年10—15年
✅ 防结垢:螺旋流道的"自清洁魔法"
机制原理效果
离心力甩污螺旋流道产生强离心力,杂质甩向壳侧低流速区垢层减薄60%
湍流冲刷雷诺数>10⁴,湍流强度提升3—7倍边界层厚度降低60%
表面光滑SiC/石墨烯涂层Ra≤0.4μm污垢附着力降低70%
某炼厂渣油换热实测:异形螺旋槽管+在线高压水冲洗,结垢速率降低50%以上,清洗后传热系数回升至初始值的90%——传统设备只能回到60%。
六、智能运维——从"人盯仪表"到"AI守设备"
智能模块功能石油场景实效
16点传感器阵列管壁温度/流速/压力实时监测催化裂化再生器温度波动≤±2℃
数字孪生CFD三维模型+AI预测管束堵塞预警准确率>98%,提前48小时
AI自适应调节根据温差梯度自动优化流体分配综合能效再提12%
机器人清洗自主导航清洗机器人维护效率提升50%,人工减少70%
区块链碳管理实时碳足迹追踪碳交易收益
某千万吨炼厂实测:热管换热器+AI智能系统,运行2年:
非计划停机:从12次/年→0.6次(降95%)
清洗次数:从12次/年→2次
年综合节能:省蒸汽+省电+省维护+碳收益=超500万元/套
CO₂年减排超万吨,碳收益80万元
七、经济性总账——一台设备的"印钞机"账本
以500kW瓦斯发电尾气回收为例:
项目数值
初投资280万元(较传统高35%)
年回收热量折合标煤4870吨
年节约燃料费约120万元
年产热水收益约40万元
碳交易收益(80元/吨)39万元/年
维护费节省30万元/年(降低60%)
年总收益229万元
投资回收期1.8年
10年总收益2290万 - 280万 = 2010万
以山西4×1000kW项目为例:初投资约1120万,年回收标煤19480吨,年碳收益156万,年节能收益480万,投资回收期1.8年,10年净赚超3600万。
🏆 对比传统管壳式:初投资省35%,但年维护费高3倍、能耗高20%、寿命短5年——10年总成本热管方案省60%以上。
八、未来趋势——2030年石油热管换热器的"科幻场景"
方向当前2030目标石油行业突破
材料SiC导热120—200石墨烯/SiC复合>300耐温1500℃,超临界CO₂适配
流道螺旋缠绕30°—45°3D打印微通道,比表面积500m²/m³传热效率再提20%,耐压+30%
智能AI监测16点数字孪生+预测准确率>99.9%零非计划停机,维护费降80%
涂层石墨烯涂层纳米自修复涂层寿命40年,清洗能耗→0
系统单级回收梯级回收+PCM储热平抑负荷波动,能效提15%
碳管理自愿申报强制CCER+区块链碳收益翻倍,年增50万/台

结语
瓦斯回收气液热管换热器在石油行业的应用,不是"省一点热"——它是:
700℃催化裂化烟气→1.6MPa蒸汽的能量"点金术";
500℃瓦斯尾气→4000m²建筑采暖的寒冬"暖阳";
20℃原油→200℃+预热的加热炉"减负神器";
1.8年回收投资、10年净赚2000万的印钞机;
零露点腐蚀、零结垢失控、零非计划停机的运维铁律;
年减碳万吨、碳收益百万的绿色承诺。
在石油行业,每一度余热都是钱,每一台热管换热器都是印钞机。选对了,年万,零罚款,零停产,零碳超标。选错了,百万打水漂+人进去。这就是瓦斯回收气液热管换热器在石油应用中的铁律——不是选贵的,是选对的;不是锦上添花,是生死攸关。
- 上一篇:碳化硅材料列管式传热设备-能耗
- 下一篇:化工行业碳化硅热交换器-标准
 咨询电话
咨询电话