欢迎光临山东擎雷环境科技股份有限公司网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

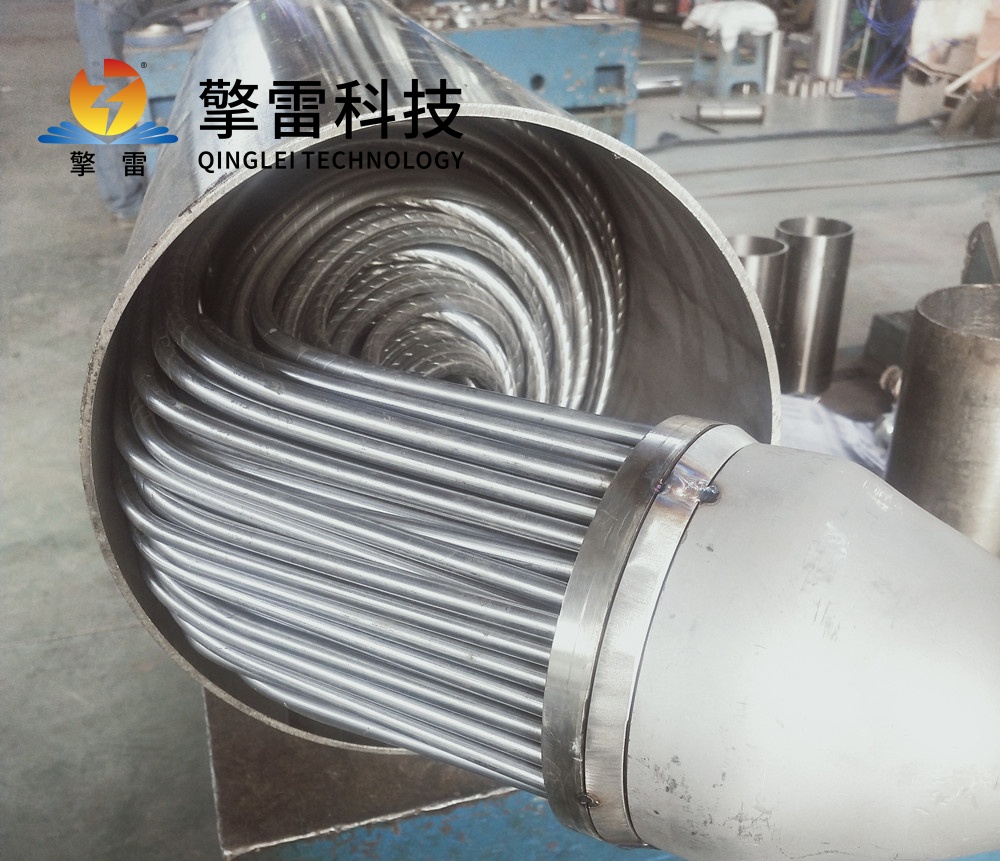
卧式管壳式换热器:工业热交换领域的横向效率
一、核心结构:紧凑设计下的高效传热机制
卧式管壳式换热器以圆筒形壳体为核心,内部平行排列多根换热管形成管程与壳程的独立通道。其结构创新聚焦于三大部件:
螺旋折流板:替代传统弓形折流板,引导流体呈螺旋状流动,消除流动死区。例如,在石油炼制中,折流板使壳程流体湍流强度提升3倍,传热系数达180—250 W/(m²·K),较传统设备提高40%。
模块化管束:支持等边三角形或正方形排列,前者紧凑且传热效率高,后者便于清洗。某炼油厂采用三角形排列后,设备体积缩小30%,热回收效率提升至92%。
膨胀节补偿:针对高温差工况(如壳程与管程温差>50℃),设置波纹管膨胀节,缓解热应力,防止设备变形。在500℃高温渣油冷却场景中,设备寿命延长至10年。
二、性能优势:多维度突破工业极限
高效传热与节能
通过优化折流板角度与流体流速,实现逆流设计,热回收率超90%。例如,在600MW汽轮机排汽冷凝中,排汽压力降低0.01MPa,发电量增加1.2%,年节约标煤2万吨。
集成纳米热膜技术,管壁热阻降低50%,传热系数突破2000 W/(m²·K),较传统设备提升60%。
耐工况
高温高压:全不锈钢结构承压达35MPa,支持600℃超临界工况。在核电站蒸汽发生器中,U型管束耐受100MPa压力,连续运行5年无泄漏。
强腐蚀性介质:采用钛合金或碳化硅涂层,耐氯离子腐蚀能力提升5倍。某化工厂湿氯气环境中,设备连续运行8年无明显腐蚀,寿命较普通316L不锈钢延长4倍。
气液两相流:螺旋流道设计使气液混合均匀,传热效率提升30%。在LNG接收站项目中,设备体积缩小60%,安装成本降低35%。
智能化运维
集成物联网传感器,实时监测管壁温度、流体流速及压力,故障预警准确率达95%。某石化企业通过AI优化算法,动态调整操作参数,节能率提升15%。
数字孪生技术构建设备三维模型,模拟不同工况下的性能表现,优化设计周期缩短50%,维护决策准确率超98%。

三、典型应用场景:覆盖全工业链
石油化工
原油加热与冷却:在催化重整工艺中,实现油品高效换热,提升产品质量。某炼油厂采用浮头式换热器后,轻质油品产出率提高8%,年增效超5000万元。
反应釜温度控制:精确调节反应温度至±1℃,提升产品收率。在合成氨生产中,换热效率提升10%,吨氨能耗降低15%。
电力行业
锅炉给水预热:回收540℃烟气余热,发电效率提升1.5%。某电厂项目年节约燃料成本超千万元,减排CO₂ 30万吨。
汽轮机排汽冷凝:降低冷凝温度至30℃,提高发电效率。在超临界机组中,设备投资回收期仅1.8年。
新能源与环保
氢能产业:在PEM电解槽冷却中,耐受-20℃至90℃宽温域,氢气纯度达6N级,支持绿氢规模化生产。
垃圾焚烧尾气处理:耐受200℃高温与二氧化硫腐蚀,二噁英分解率提升95%。某项目年减排CO₂ 5万吨,满足欧盟环保标准。
制造
半导体制造:回收HF/HNO₃混合酸,精度稳定性超越传统设备3倍。在芯片蚀刻工艺中,换热器使酸液温度波动<0.5℃,提升良品率。
制药行业:实现121℃高温瞬时灭菌,确保无菌要求。在抗生素生产中,设备符合GMP标准,产品合格率提升至99.9%。
四、技术创新趋势:材料与智能的深度融合
材料升级
研发碳化硅/石墨烯复合管束,导热系数突破300 W/(m·K),纳米涂层技术实现自修复功能,设备寿命延长至30年。
采用3D打印技术制造复杂螺旋流道,传热效率提升25%,耐压能力提高40%,支持超临界CO₂发电等工况。
系统集成
开发热-电-气多联供系统,能源综合利用率突破85%。例如,某炼化企业通过梯级利用低温余热,年减排CO₂超50万吨。
与储能技术结合,构建多能互补的能源网络。在数据中心冷却系统中,设备支持峰谷电价调节,年运营成本降低30%。
五、案例分析:某炼油厂常减压装置改造
改造前:采用传统列管式换热器,存在以下问题:
传热系数仅800 W/(m²·K),热回收效率65%;
设备体积大,占地面积超300㎡;
3年需化学清洗一次,维护成本高。

改造后:选用卧式管壳式换热器,参数配置如下:
螺旋折流板角度15°,管程流速2.2 m/s,壳程流速1.5 m/s;
传热系数提升至1200 W/(m²·K),热回收效率达92%;
设备体积缩小至传统设备的1/3,占地面积仅100㎡;
螺旋流道离心力减少污垢沉积,清洗周期延长至5年。
效果:
年节约燃料气用量80万吨标煤,减排CO₂ 200万吨;
维护成本降低60%,生产连续性显著提升;
投资回收期仅1.5年,经济效益显著。
 您的位置:
您的位置: 咨询电话
咨询电话