欢迎光临山东擎雷环境科技股份有限公司网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

乙二醇列管换热器:化工流程中的高效热交换核心装备
一、技术原理与结构特性
乙二醇列管换热器以列管式结构为核心,通过管壁的热传导与流体对流传热实现高效换热。其核心部件包括:

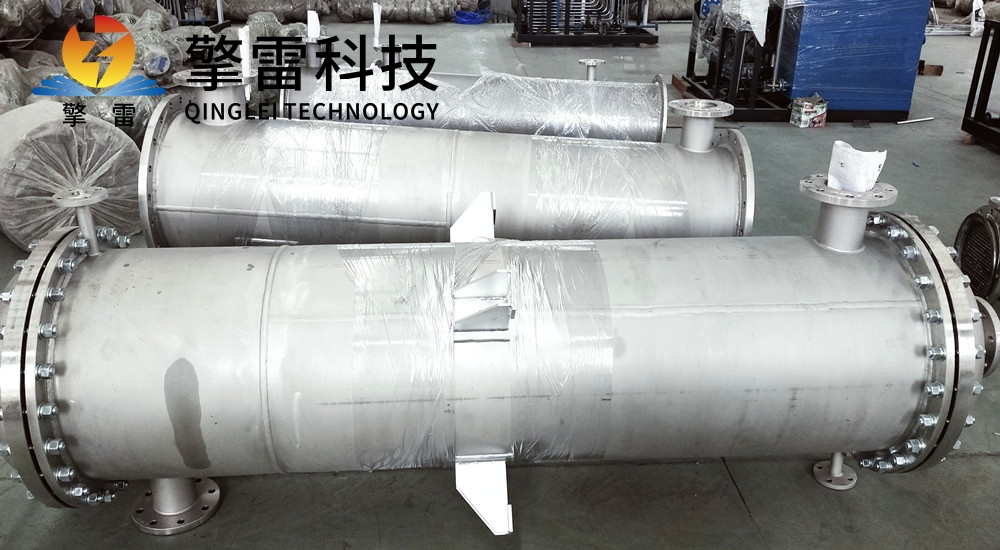
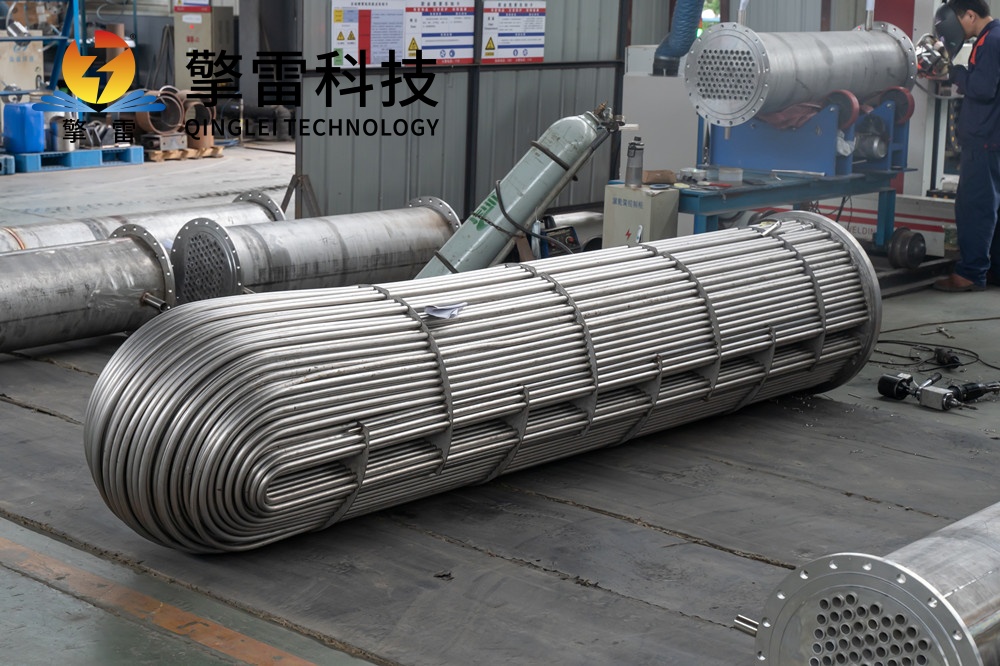
管束:由多根平行排列的换热管组成,管径通常采用Φ25×2.5mm或Φ19×2mm规格,管长根据清洗需求选择1.5m、2m、3m或6m标准尺寸。管束表面积直接决定传热效率,例如某乙二醇车间采用的螺旋板换热器直径1500mm、宽度900mm,传热面积达70㎡,远超传统列管换热器。
壳体与管板:壳体容纳管束并保护其免受外界影响,管板通过焊接或胀管法固定管束两端。浮头式设计使一端管板可自由浮动,消除热膨胀应力,同时便于管束清洗。
折流板:垂直于管束的圆缺形挡板(切去高度为壳径的1/4)引导流体在壳体内呈S型流动,提升壳程流体流速至0.5-1.5m/s,强化湍流效果,使传热系数提高30%-50%。
二、材料创新:耐腐蚀与长寿命的双重保障
乙二醇在高温、有氧气存在的条件下易氧化生成乙二酸等酸性物质,对金属材料产生腐蚀。针对这一特性,设备材料实现突破性升级:
高性能合金:采用钛合金、镍基合金等耐腐蚀、耐高温材料,显著提升换热器在乙二醇生产中的抗腐蚀能力。例如,在含5% H₂S的工况下,2205不锈钢的腐蚀速率仅为0.01mm/年,较316L不锈钢降低80%,设备寿命延长至10年以上。
复合材料应用:通过陶瓷涂层或复合结构减少污垢沉积,降低维护成本。例如,某化工厂应用陶瓷涂层后,换热器清洗周期从3个月延长至12个月,年维护成本降低60%。
特殊管型设计:螺旋槽管、波纹管等结构增强流体扰动,传热效率提升30%-50%。例如,某煤制乙二醇工厂采用螺旋缠绕式列管换热器,使壳程流体流速提升至3m/s,传热效率较传统设备提高25%。
三、高效传热:结构优化与流道设计的协同创新
通过优化管束排列方式与流体流动路径,设备实现传热效率的质的飞跃:
管束排列优化:采用正三角形排列方式,使管外流体湍流强度提升40%,传热系数达8000-12000 W/(m²·K)。例如,某年产30万吨乙二醇的煤制工艺中,列管换热器通过优化排列,将酯化单元出口物料温度从220℃降至150℃,热回收效率达92%,年节约蒸汽成本超千万元。
微通道技术应用:缩小流体通道尺寸至Φ12mm,增加换热面积,实现更高效的热交换。某化工厂应用微通道技术后,换热器传热效率提升40%,同时降低设备体积30%。
低能耗设计:优化流体流动路径,减少泵送能耗。例如,某乳制品厂在巴氏杀菌环节应用列管换热器,回收35℃废水热量用于原料预热,节能率超30%,系统整体能效提升15%。
四、智能化控制:实时监测与预测性维护的深度融合
集成物联网、数字孪生与AI算法,设备实现智能化升级:
自适应调节系统:集成传感器与模糊控制技术,实时监测乙二醇流体温度、压力等参数,动态调整换热器运行状态。例如,某数据中心利用乙二醇列管换热器回收柴油发电机余热,通过调节乙二醇溶液浓度至40%,实现-25℃低温环境下的稳定运行,年节电34.89万度。
故障预警机制:通过大数据分析预测设备潜在故障,提前维护,减少停机时间。某化工厂应用AI算法优化换热器运行参数后,故障预警准确率>98%,年节能费用达240万元。
数字孪生技术:构建虚拟模型模拟换热器运行,优化工艺参数。例如,某煤制乙二醇项目通过数字孪生技术,将设备安装周期缩短50%,初始投资降低30%。
五、应用场景:跨行业的热交换解决方案
乙二醇列管换热器已渗透至化工、制冷、能源等关键领域,成为解决复杂热交换问题的核心装备:
化工生产:在聚酯生产中,乙二醇作为重要原料,通过列管换热器精确控制反应温度,提高产品质量和生产效率。例如,某企业应用列管换热器后,产品纯度提高至99.8%,年增产效益超千万元。
制冷系统:作为载冷剂循环的关键设备,列管换热器将低温热源(如空气、水)的热量传递给制冷剂。例如,在大型中央空调系统中,乙二醇溶液通过列管换热器将热量传递给冷却水,实现制冷效果,系统能效比提升20%。
能源回收:在太阳能热水系统中,乙二醇溶液作为传热介质,通过列管换热器将热量传递到水箱中。某项目应用后,热水加热效率提升35%,年减排二氧化碳超10万吨。
废热利用:在乙二醇生产中回收高温废气或废液余热,用于预热原料或发电。例如,某企业部署12台列管换热器后,年节约燃料成本约2000万元,热回收效率达95%。
六、未来趋势:高效化、智能化与绿色化的协同发展
随着碳中和目标的推进,乙二醇列管换热器将向更高效、更智能、更环保的方向发展:
材料革命:研发耐超高温(1600℃)的碳化硅复合材料管束,导热系数突破300W/(m·K),适用于煤制乙二醇工艺中的高温气化炉余热回收。
结构创新:开发管径<1mm的微通道换热器,传热面积密度达5000m²/m³;采用3D打印技术制造复杂流道,压降降低30%。
智能化升级:集成5G通信与边缘计算,实现设备远程监控与自主优化;通过区块链技术构建设备全生命周期管理系统,降低运维成本40%。
绿色制造:采用环保型防腐蚀涂层,减少挥发性有机化合物(VOCs)排放;在制造过程中推广绿色工艺,降低生产环节的环境影响。
 您的位置:
您的位置: 咨询电话
咨询电话