欢迎光临山东擎雷环境科技股份有限公司网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

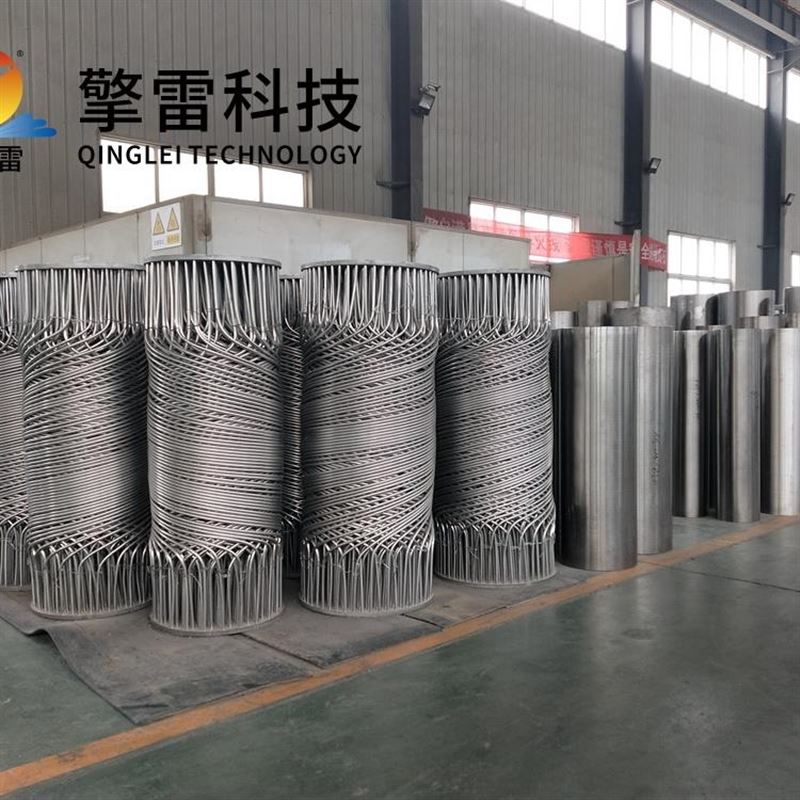
橡胶促进剂废水碳化硅换热器:耐蚀高效传热的核心装备
一、技术背景:橡胶促进剂废水处理的挑战
橡胶促进剂(如促进剂CZ、NOBS等)是橡胶工业中广泛应用的硫化促进剂,但其生产过程产生的废水成分复杂,处理难度大:
高腐蚀性:含Cl⁻(浓度可达150ppm)、硫酸盐、有机酸等,pH值2-5,对金属材质(如碳钢、不锈钢)具有强腐蚀性。
高盐度:含大量氯化钠、*等无机盐,易结晶析出形成垢层,降低换热效率。
有机物含量高:含苯胺类、硫醇类、杂环化合物等,化学需氧量(COD)和生物需氧量(BOD)值高,可生化性差。
温度波动大:废水温度范围覆盖40-100℃,需满足生物处理(20-40℃)、蒸发浓缩(80-100℃)等工艺需求。
传统金属换热器(如316L不锈钢、钛材)在处理此类废水时面临三大痛点:
腐蚀泄漏:酸性废水导致碳钢设备年腐蚀速率达0.5mm,钛材设备在含氯离子环境中仍存在应力腐蚀风险,设备寿命仅2-5年。
结垢堵塞:盐分结晶形成硬垢层,传热效率下降30%-50%,微生物繁殖加速生物膜形成,增加热阻。
能效低下:传统设备热回收效率不足60%,需消耗大量蒸汽进行温度调节,增加运营成本。
二、碳化硅换热器的技术优势
碳化硅(SiC)作为一种高性能陶瓷材料,其单相无压烧结工艺赋予其以下核心优势,成为解决橡胶促进剂废水处理难题的关键技术装备:
1. 耐腐蚀性:环境下的稳定运行
化学惰性:在pH 0-14范围内稳定运行,可耐受浓硫酸、盐酸、*等强腐蚀性介质,年腐蚀速率<0.005mm,仅为哈氏合金的1/10。
案例:某化工厂废水处理系统采用碳化硅换热器后,设备寿命从2年延长至12年,年维护成本降低75%。
抗氯离子腐蚀:耐受高浓度氯离子(Cl⁻>100ppm)腐蚀,避免传统金属换热器因氯离子侵蚀导致的泄漏问题。
案例:某企业采用碳化硅-石墨烯复合涂层管,在含150ppm Cl⁻的废水中连续运行12个月无腐蚀,导热系数提升30%。

2. 高效传热:结构优化与材料性能的协同
高导热性:导热系数达120-270W/(m·K),是铜的1.5倍、不锈钢的5倍。
螺旋缠绕管束设计:通过螺旋缠绕工艺将换热管紧密排列在中心筒表面,形成三维立体流道,流体产生离心力与二次流,形成强烈湍流,传热系数可达5000-10000 W/(m²·K),较传统管壳式换热器提升3-5倍。
案例:某促进剂CZ生产线采用缠绕管换热器,实现95℃高温水与50℃低温水的热交换,热效率超92%。
逆流换热优化温差:管程与壳程流体逆向流动,端面温差仅2℃,余热回收率达95%,热损失降低30%。
案例:某促进剂NS生产线通过缠绕管换热器,将120℃废水热量传递给20℃原料水,使原料预热至80℃,年节约蒸汽成本超200万元。
3. 抗结垢与自清洁:延长设备寿命
表面光滑:碳化硅表面粗糙度Ra≤0.8μm,不易吸附废水中的杂质和污垢。
流体冲刷作用:螺旋结构使流体对管路污垢的冲刷作用增强,水垢和固体颗粒不易沉积。
案例:在煤化工的低温甲醇洗工段中,清洗周期延长至12-18个月,维护成本降低40%。
自补偿热应力:管束两端预留自由段,允许随温度变化自由伸缩,消除热应力导致的设备损坏风险,寿命延长至15-20年。
三、应用场景:全流程温控解决方案
碳化硅换热器在橡胶促进剂废水处理中覆盖预热、冷却、余热回收等关键环节,形成闭环能效优化体系:
1. 生物处理前废水预热
需求:需将废水温度调节至20-40℃以促进微生物活性。
案例:某促进剂CZ生产线采用缠绕管换热器,利用0.8 MPa蒸汽将50℃废水加热至75℃,蒸汽消耗量减少25%,生物降解效率提升10%。
2. 高温废水冷却排放
需求:生产中排出的80-100℃废水需冷却至40℃以下排放。
案例:某企业应用缠绕管换热器,以循环冷却水为介质,实现废水温度从95℃降至45℃,冷却效率较传统设备提升40%,占地面积缩小50%。
3. 高温废气余热回收
需求:促进剂生产中的高温废气(如干燥塔尾气)含有大量余热。
案例:
碳化硅换热器可承受1350℃合成气冲击,将废气温度从80℃降至40℃,热回收效率达80%,年节约标准煤2万吨。

在LNG液化装置中,实现-196℃至400℃宽温域运行,BOG再冷凝处理量提升30%,系统热耗降低12%,年节电约120万度。
4. 蒸发浓缩工段余热利用
需求:高温废水(如蒸发浓缩工段)的余热可回收用于预热原料或工艺水。
案例:某促进剂NS生产线通过缠绕管换热器,将120℃废水热量传递给20℃原料水,使原料预热至80℃,年节约蒸汽成本超200万元。
四、经济性与全生命周期成本优势
尽管碳化硅换热器初始投资较不锈钢设备高30%-50%,但其全生命周期成本优势显著:
1. 寿命延长
碳化硅设备寿命达15-20年,是不锈钢设备(5-8年)的3倍以上。
案例:某煤化工项目采用碳化硅换热器后,20年总成本(含维护)较不锈钢设备降低40%。
2. 维护成本降低
年腐蚀速率<0.005mm,维护周期延长至5年以上,年维护成本降低60%-75%。
案例:某化工厂废水处理系统采用碳化硅换热器后,维护成本降低75%。
3. 能效收益
以100m³/h废水处理规模为例,碳化硅设备热回收效率提升30%-50%,年节能标煤可达数千吨,直接经济效益显著。
五、未来趋势:材料创新与智能化升级
随着材料科学、智能控制及制造工艺的持续突破,碳化硅换热器将向更高效、更智能、更绿色的方向演进:
1. 材料复合化
碳化硅-石墨烯复合材料:导热系数有望突破300W/(m·K),耐温提升至1500℃,适应超临界CO₂发电等工况。
纳米涂层技术:实现自修复功能,设备寿命延长至30年以上,支持超临界CO₂发电等工况。
2. 结构创新
3D打印技术:制造仿生树状分叉流道,降低压降20-30%;模块化设计支持快速组装与拆卸,便于维护与升级。
微通道设计:将流道尺寸缩小至0.1-1mm,比表面积提升至5000m²/m³,传热效率较传统设备提高5倍,适用于高粘度流体处理。
3. 智能融合
物联网传感器集成:实时监测管壁温度梯度、流体流速等16个关键参数,故障预警准确率>98%。
AI算法优化:通过机器学习分析历史数据,预测结垢趋势并自动调整清洗周期,维护效率提升60%。
数字孪生技术:构建设备三维模型,结合CFD流场模拟,优化清洗周期,设计周期缩短50%,运维效率提升60%。
六、结论
碳化硅换热器凭借其耐腐蚀、高效传热、抗结垢和长寿命等优势,已成为橡胶促进剂废水处理领域的核心设备。通过材料复合化和智能化技术的发展,其性能不断提升,全生命周期成本显著低于传统金属设备。随着碳中和目标的推进,碳化硅换热器将在化工行业绿色转型中发挥更大作用,为可持续发展提供技术支撑。未来,随着材料科学与数字技术的深度融合,碳化硅换热器将向更高效、更智能、更绿色的方向演进,为工业废水处理领域提供创新解决方案。
 您的位置:
您的位置: 咨询电话
咨询电话