欢迎光临山东擎雷环境科技股份有限公司网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

一、核心功能:物质分离与提纯的“精密引擎"
蒸馏反应釜通过相变分离原理,利用混合物中各组分沸点差异实现高效纯化。其核心功能涵盖三大场景:
多组分分离
通过精馏塔板或填料(如规整填料、散堆填料)实现气液两相逆流接触,轻组分(低沸点)在塔顶富集,重组分(高沸点)在塔底浓缩。例如,在石油炼制中,蒸馏反应釜可将原油分馏为汽油、柴油等产品,理论塔板数达30块/米时,分离效率可提升40%。
热敏性物质提纯
减压蒸馏系统通过降低操作压力(如真空度≤-0.09MPa),使物料沸点下降,避免高温分解。例如,生物制药中抗生素的纯化,通过在线监测系统控制关键组分含量,产品合格率达99.9%。
溶剂回收与循环利用
在化工生产中,蒸馏反应釜可回收有机溶剂(如甲醇、乙醇),降低原料成本。某项目通过优化回流比(3:1),使燃料乙醇纯度达99.9%,年增产5万吨。
二、技术特性:结构创新与智能控制的融合
模块化结构设计
釜体:采用双层夹套设计,支持蒸汽、导热油或电加热,适应不同介质特性。例如,钛合金釜体耐腐蚀性提升3倍,适用于海水淡化等环境。
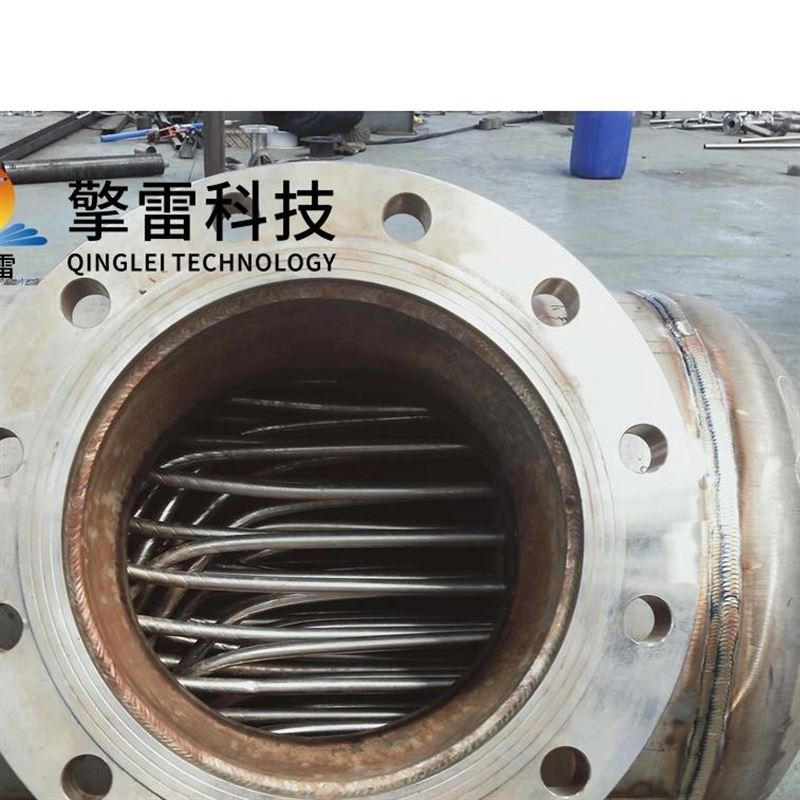
精馏塔:复合塔板结构(如浮阀+筛孔设计)使处理能力提升30%,压降降低20%。
再沸器:刮板式再沸器针对高粘度物料(如树脂),传热系数提升50%,结垢速率降低60%。
智能化控制系统
实时监测:通过传感器网络采集温度、压力、流量等参数,模型预测控制(MPC)算法自动调整回流比,产品纯度波动控制在±0.2%以内。
数字孪生技术:在石化装置中实现设备状态可视化,故障预警时间提前72小时,维护成本降低40%。
节能优化:热泵技术回收塔顶蒸汽潜热,能耗降低25%;余热回收系统使能源利用率提高20%。
材料科学突破
陶瓷填料:在500℃高温下保持稳定,适用于催化蒸馏工艺。
石墨烯涂层加热元件:响应速度提升5倍,加热均匀性显著改善。
双相钢材质:耐腐蚀性提高3倍,延长设备寿命至5年以上。
三、行业应用:从实验室到工业化的全场景覆盖
石油化工
原油分馏:处理催化裂化汽油,通过选择性加氢催化剂提升辛烷值2个单位,产品质量达国六标准。
油品精制:减压蒸馏塔年处理量超300万吨,满足大规模生产需求。
制药工业
药物纯化:高纯度抗生素生产中,在线监测系统控制关键组分含量,产品合格率达99.9%。
溶剂回收:疫苗生产中的有机溶剂回收率提升至98%,减少资源浪费。
食品与香料
酒精提纯:白酒生产中甲醇去除效率符合GB 2757-2012标准。
香精萃取:精密控温(±0.1℃)使玫瑰精油提取率提升15%,品质达国际标准。
环保领域
废水处理:印染废水COD值降低75%,实现达标排放。
废气回收:尾气回收系统减少VOCs排放,助力碳中和目标。
四、选型与维护:关键参数与操作规范
选型要点
材质匹配:强酸环境优选搪玻璃,无菌生产选316L不锈钢,高纯度物料用钛合金。
容积计算:按投料量选择,预留20%安全空间,避免资源浪费。
搅拌设计:高粘度物料用锚式搅拌,气液反应用涡轮式,确保混合均匀。
维护规范
日常检查:定期校准仪表传感器,紧固连接螺栓,更换润滑油。
密封保养:发现泄漏立即停机,通过保压测试无泄漏后方可重新使用。
停机处理:清洗釜体及工艺管路,清理过滤装置,防止残留物腐蚀设备。
五、未来趋势:绿色化与智能化驱动产业升级
绿色制造技术

低温蒸馏:优化工艺条件降低反应温度(如从80℃降至50℃),减少能源消耗。
溶剂替代:生物基溶剂替代传统介质,碳排放降低40%。
智能化升级
AI工艺优化:机器学习分析历史数据,自动调整搅拌速度、温度曲线等参数。
模块化设计:支持快速更换部件,减少停机时间,提升生产灵活性。
紧凑型设备
微反应技术:微通道反应釜实现连续化生产,提高安全性和收率。
集成化系统:反应-蒸馏-冷凝一体化设备,缩小占地面积,降低投资成本。
结语
蒸馏反应釜作为化工精馏的核心装备,其技术进化正深刻影响着石油、制药、食品等行业的生产模式。从结构创新到智能控制,从绿色制造到模块化设计,蒸馏反应釜的每一次突破都在推动产业向更高效、更可持续的方向发展。未来,随着材料科学与数字技术的深度融合,蒸馏反应釜将进一步释放潜力,为全球化工生产提供更*的“中国方案"。
 您的位置:
您的位置: 咨询电话
咨询电话