欢迎光临山东擎雷环境科技股份有限公司网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

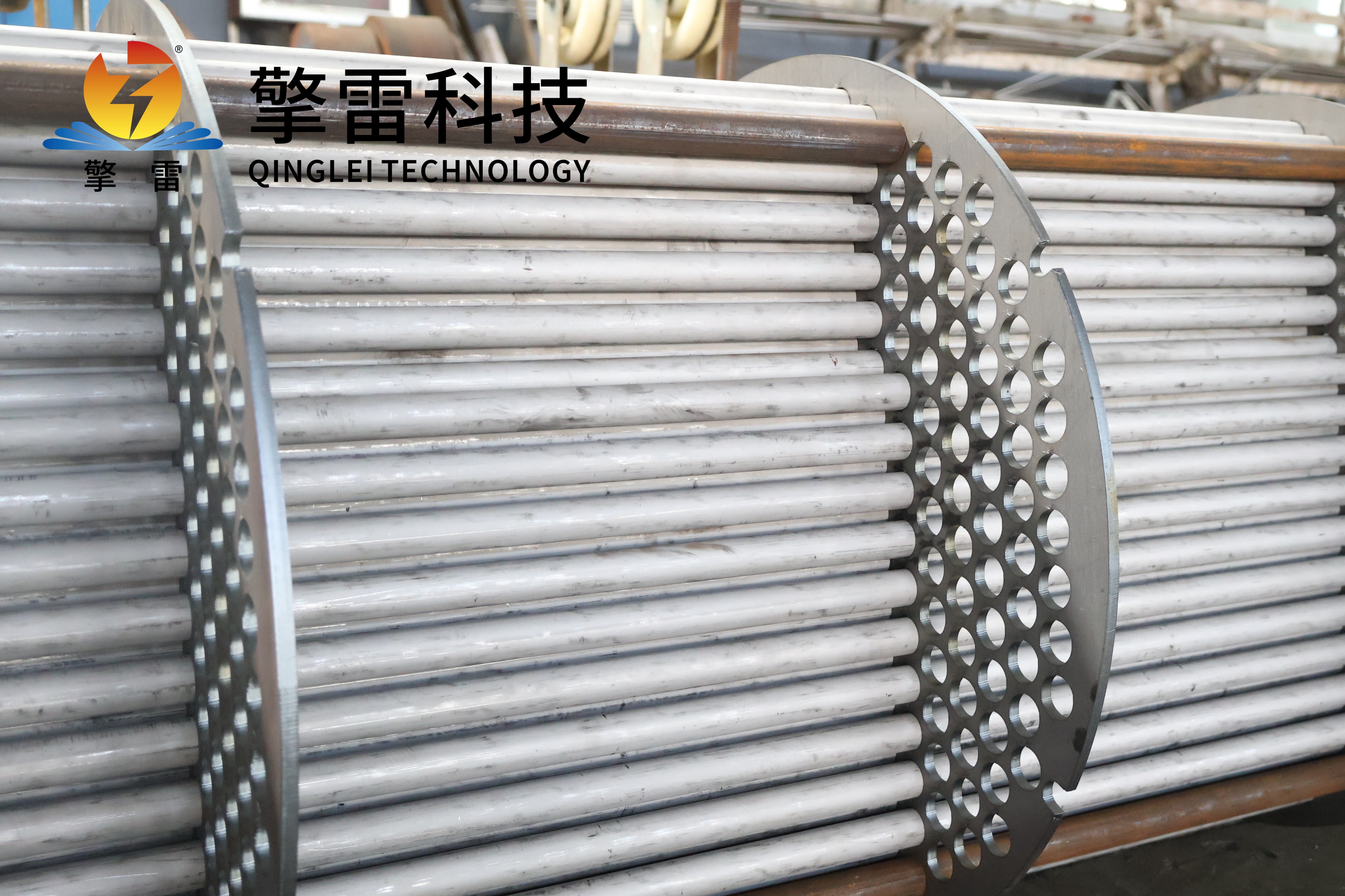
双程列管式换热器节能
在工业领域,热交换设备的能效直接决定了生产流程的能源利用率与碳排放水平。双程列管式换热器凭借其独特的双程流动设计、高效传热机制及智能化控制技术,成为化工、石油、制药等行业节能降碳的核心装备。以下从技术原理、节能优势、应用场景及未来趋势四方面展开分析。
一、技术原理:双程流动设计实现传热效率革命
双程列管式换热器的核心创新在于其双流程流道设计,通过延长流体路径与强化湍流效应,显著提升热交换效率:
双程流动机制
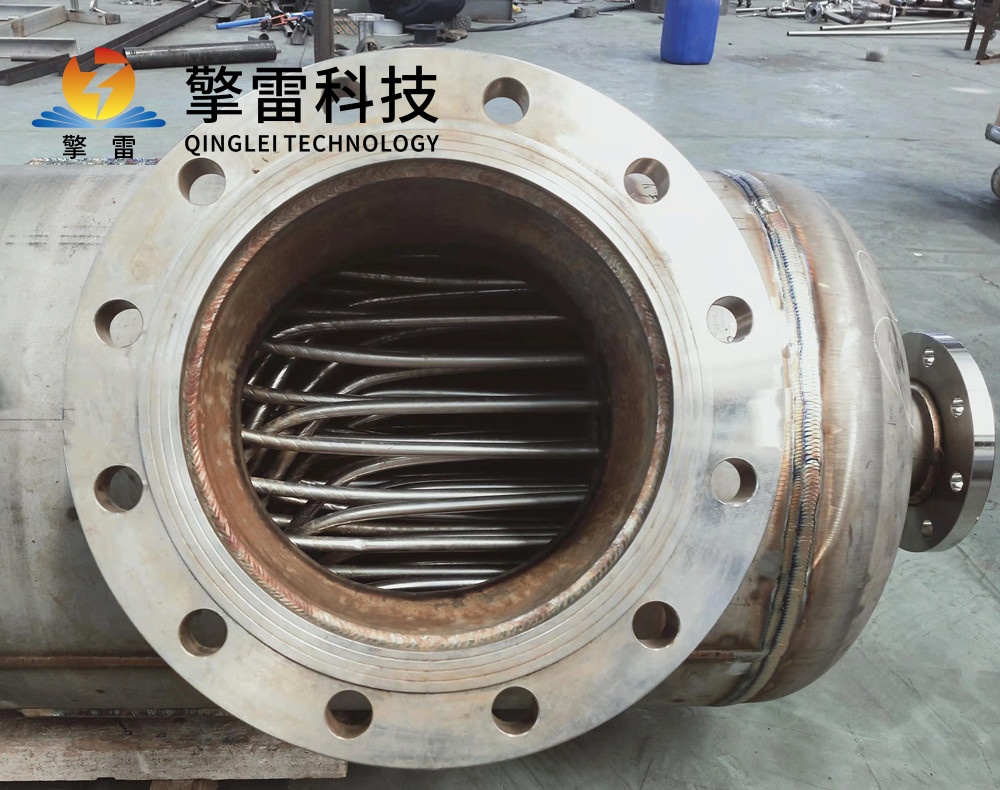
热流体从管箱入口进入,经次折流后沿换热管流动,通过管壁将热量传递给壳程冷流体;完成次传热后,流体在管箱内折流,沿相反方向进行第二次传热,最终从管箱出口排出。冷流体从壳体入口进入,在折流板引导下纵向冲刷换热管外壁,吸收热量后从壳体出口排出。
路径延长:热介质路径延长1倍,有效传热面积提升30%-50%。
湍流强化:折流板强制流体横向冲刷管束,破坏热边界层,湍流强度提升20%-30%,边界层厚度减少50%,传热系数达3000-5000 W/(m²·℃),较传统单程设备提升30%-50%。
结构优化
管束排列:采用正三角形或螺旋形排列,比表面积提升至500㎡/m³,传热系数突破12000 W/(m²·℃)。
折流板设计:间距优化为管径的1.5-2倍,壳程流速控制在2-3m/s,降低压降30%的同时防止颗粒沉积。
材料创新:换热管束采用316L不锈钢、钛合金或碳化硅复合材料,耐温范围覆盖-196℃至1200℃,适应浓硫酸、熔融盐等介质,寿命较传统设备延长3倍。
二、节能优势:效率提升与成本优化的双重收益
双程列管式换热器通过多项技术突破,实现了能源利用效率与运行成本的双重优化:
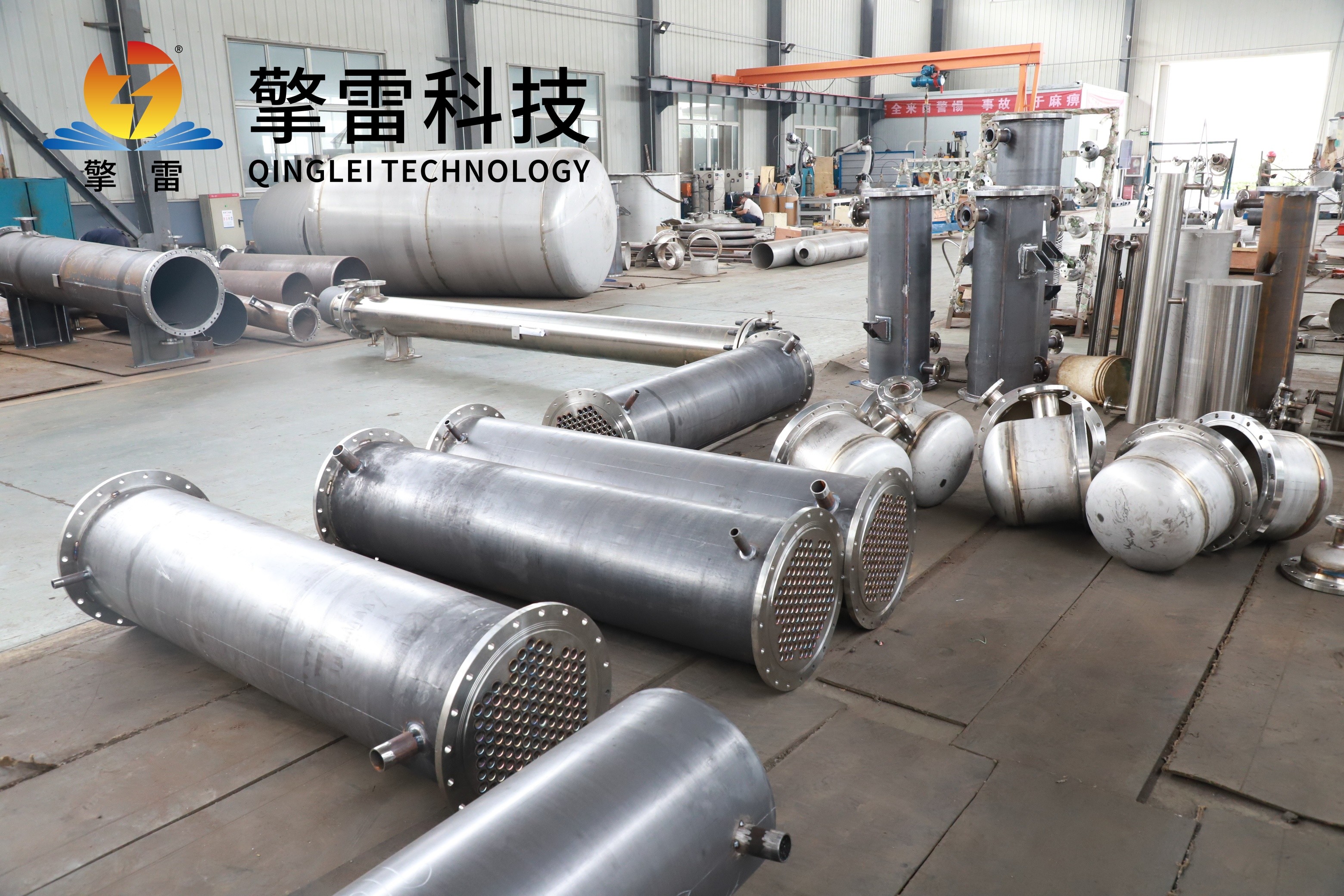
高效传热与体积缩减
单位体积换热能力:为传统冷凝器的2-3倍,体积缩小50%,重量减轻40%。例如,某LNG接收站采用双程设计后,设备高度降低至传统设备的60%,节省土地成本超千万元。
热回收效率:整体热效率≥90%,优于传统壳管式换热器。在加氢裂化工艺中(350℃、10MPa),设备变形量<0.1mm,年节电约20万kW·h,热效率提升15%,年节约燃料油超千吨。
低维护成本与长寿命
模块化设计:支持单管束更换,维护时间缩短80%,清洗周期延长至6-12个月,维护成本降低40%。
耐腐蚀性:在湿氯气环境中连续运行5年无腐蚀,年腐蚀速率<0.01mm,寿命突破10年。
自清洁功能:流道内壁涂覆超疏水涂层,结垢周期延长至24个月,减少停机清洗频率。
智能化控制与能效管理
数字孪生技术:通过CFD仿真构建设备三维模型,流体动力学参数误差<3%,提前60天预测管束堵塞风险,准确率>90%。
物联网集成:集成光纤光栅传感器与AI算法,实时监测管壁温度与应变,故障预警准确率>98%,支持无人值守运行,节能率达10%-20%。
能源管理系统(EMS):部署500+传感器监测温度、压力、流量等参数,计算热力学效率(>85%)和第二定律效率(>60%),定位节能潜力点。
三、应用场景:跨行业的节能实践
双程列管式换热器凭借其适应性强、效率高的特点,广泛应用于多个行业的核心工艺环节:
石油化工行业
原油加热与冷却:在炼油厂中,设备将原油温度从20℃提升至150℃,流动性显著改善,处理效率提高15%。
加氢裂化工艺:在350℃、10MPa工况下,设备变形量<0.1mm,年节电20万kW·h,催化剂寿命延长20%。
余热回收:回收800-1000℃高温烟气余热,将给水温度提升至250℃,发电效率提高8%。
制药行业
抗生素发酵液冷却:设备实现温度精确控制(±0.5℃),发酵效率提升20%,产品纯度达99.5%。
无菌工艺支持:双管板设计避免交叉污染,符合GMP标准,用于药品生产过程中的加热、冷却和灭菌等环节。
食品工业
乳制品巴氏杀菌:快速升温至85℃并维持15秒,再降温至4℃,保质期延长至21天,提升10%。
果汁浓缩:高效传热性能确保果汁在浓缩过程中营养成分不流失。
新能源领域
LNG气化站:作为过冷器将LNG温度降至-162℃,气化效率提升15%,单站年处理量突破500万吨。
地热发电:处理含SiO₂的地热流体,双程结构避免结垢堵塞,设备寿命延长至10年。
四、未来趋势:绿色化与智能化的深度融合
随着“双碳"目标的推进,双程列管式换热器正朝以下方向演进:
材料创新
研发石墨烯/碳化硅复合材料,导热系数突破12000 W/(m·K),耐温范围扩展至-196℃至1200℃。
纳米涂层技术实现自修复功能,腐蚀速率降低至0.001mm/年,维护成本减少60%。
结构优化
采用3D打印流道设计,比表面积提升至500㎡/m³,传热系数突破12000 W/(m²·℃)。
开发双壳程设计,通过隔板将壳体分为两个独立流道,实现冷热流体逆流换热,热回收率提高至90%。
绿色制造
开发CO₂自然工质换热器,替代传统HFCs制冷剂,单台设备年减排CO₂ 500吨。
建立钛合金废料回收体系,材料闭环利用率达95%,生产成本降低20%。
智能化升级
集成AI自适应调节功能,基于介质浓度、温度变化自动优化运行参数,清洗频率降低40%,维护成本减少60%。
通过区块链技术建立余热资源点对点交易平台,实现甲醇生产余热与周边企业的能源互补,年交易额超2000万元。
 您的位置:
您的位置: 咨询电话
咨询电话