欢迎光临山东擎雷环境科技股份有限公司网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

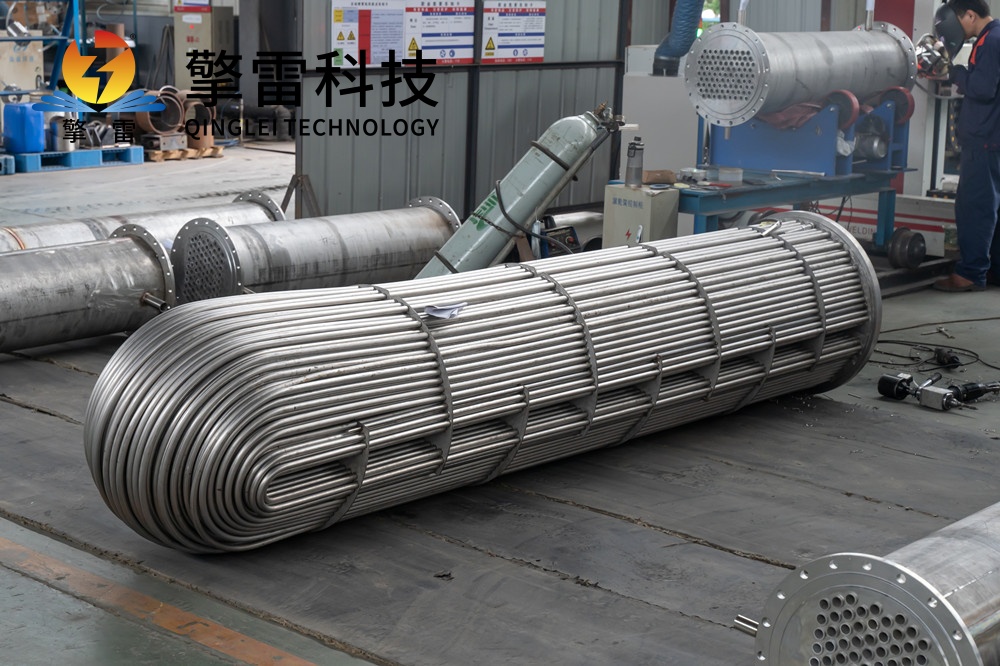
多壳程列管换热器制药应用
多壳程列管换热器在制药行业的应用解析
一、技术原理与结构优势
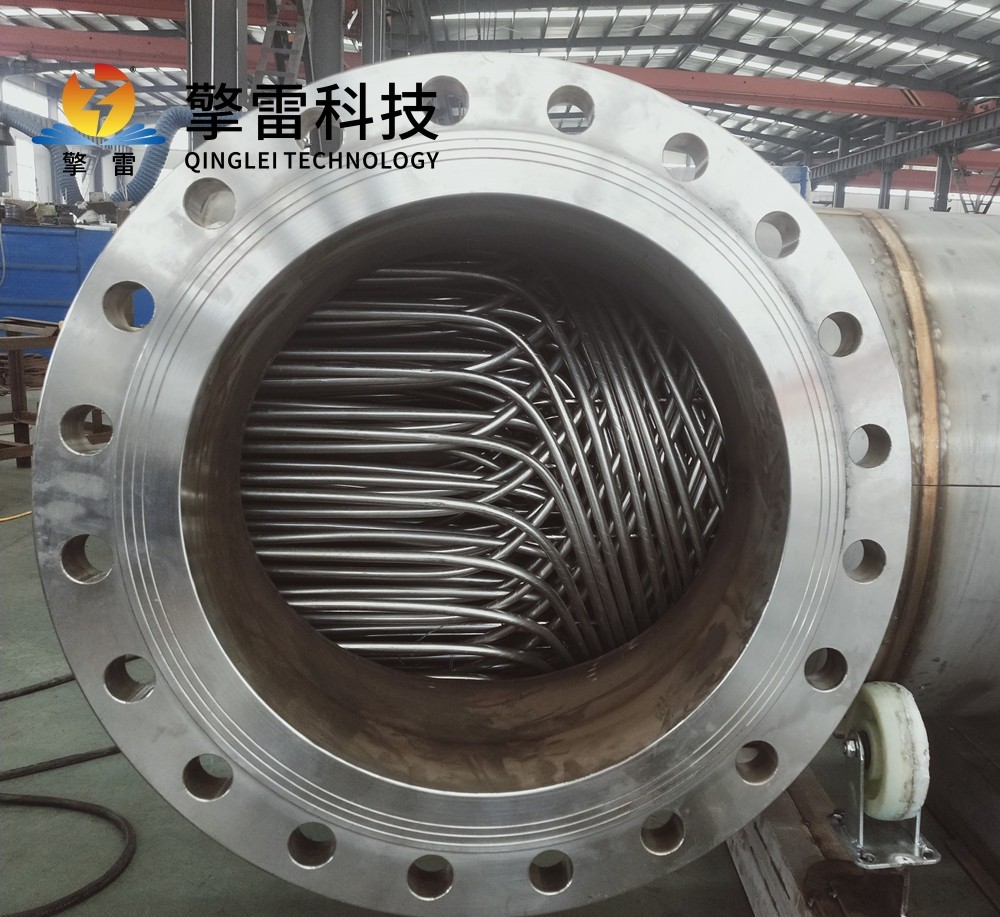
多壳程列管换热器通过多流程设计与冷热流体反向流动机制,显著提升热交换效率。其核心结构包括:
多壳程设计:流体在壳体内形成多个独立流动路径,通过分程隔板强制流体多次穿越管束,延长传热路径。例如,四管程设计使流体流速提升2倍,湍流强度增加40%,总传热系数较单管程设备提升30%。
逆流换热机制:冷热流体反向流动,维持较大温差梯度,提高换热驱动力。在制药反应温控中,该设计使温度波动控制在±0.2℃以内,满足疫苗、抗体药物等高纯度产品的生产需求。
强化传热结构:采用螺旋槽纹管、横纹管等异形列管,破坏流体边界层,增强湍流强度。实验数据显示,异形管应用使传热系数提升40%,压降仅增加20%。
二、制药行业应用场景
多壳程列管换热器在制药全流程中发挥关键作用,覆盖药物提取、浓缩、干燥、反应控温及废水处理等环节:
药物提取与浓缩
在中药提取中,通过蒸汽加热实现高效蒸发,同时回收余热用于预热原料,形成热交换闭环。例如,螺旋缠绕管换热器在中药提取液冷却中,利用二次环流减少污垢沉积,结垢速率降低60%,清洗周期延长至18个月,年运维成本降低40%。
在抗生素生产中,多壳程换热器实现反应温度精准控制(波动范围±0.5℃),蛋白质变性率优于传统工艺,产品纯度提升至99.95%,年增产原料药2万吨。
反应控温与灭菌
制药反应常涉及强放热或吸热反应,对温度控制要求极为严格。多壳程换热器通过PID控制系统结合高效传热结构,避免副反应发生。例如,在化学合成制药中,酯化反应需精准控温(75℃±1℃),列管换热设备使反应热移除效率提升40%,产品纯度达99.5%,催化剂寿命延长40%。
在疫苗灭菌工艺中,碳化硅换热器快速降低药品温度防止变质,超调量控制在±0.2℃范围内,灭菌温度稳定性提升30%,确保产品安全性。
废水处理与余热回收
制药废水成分复杂、毒性大,对换热设备提出严苛挑战。多壳程列管换热器凭借其耐腐蚀性与高效传热性能,成为废水处理中的核心设备。例如,采用多股流板式换热器,实现蒸汽冷凝水与低温工艺水的梯级利用,热回收率提升至92%,年节约标准煤800吨。
在合成氨制药中,列管式蒸汽换热器回收反应余热,系统能效提升15%,降低能源消耗与碳排放。
三、材料选择与耐腐蚀性
制药行业涉及强腐蚀性介质(如盐酸、硝酸、有机溶剂),多壳程列管换热器通过材料创新满足严苛工况需求:
316L不锈钢:广泛应用于普通原料药合成,耐腐蚀且成本适中,符合药典标准。
哈氏合金/钛管:针对含氯反应液,设备寿命延长至传统材料的3倍。例如,在含氯反应液中,哈氏合金列管换热器将反应温度稳定在±0.5℃,产品纯度提升至99.9%以上。
碳化硅陶瓷:熔点超过2700℃,可在1600℃下长期稳定运行,短时耐受2000℃温度。在疫苗灭菌工艺中,碳化硅换热器成功应对1350℃蒸汽急冷冲击,设备寿命突破15年,较传统不锈钢设备提升3倍。
石墨烯复合材料:导热系数突破5000W/(m²·K),同时具备自清洁功能,结垢周期延长3倍,降低维护成本。
四、智能化与节能优化
随着制药行业向“连续化生产"“智能化工厂"转型,多壳程列管换热器融入物联网、AI算法及数字孪生技术,实现能效与可靠性的双重提升:
实时监测与故障预警:集成压力、温度、流量传感器,实时监测换热效率与泄漏情况。AI算法通过分析历史数据预测结垢趋势,提前安排除垢,减少非计划停机。例如,某化工企业应用AIoT预警系统后,故障预警准确率达98%,维护响应时间缩短70%,年减少能源浪费约200万元。
数字孪生与预测性维护:构建设备虚拟模型,结合CFD流场模拟优化清洗周期与运行参数。例如,某制药企业应用数字孪生系统后,将清洗周期从3个月延长至6个月,年节约清洗用水1.2万吨,减少生产中断能耗约50万元。
余热回收与能效优化:通过优化换热器结构,实现工艺流体与冷却介质之间的热量高效回收。例如,在中药提取液冷却中,余热回收率达85%,年减少蒸汽消耗1.2万吨,运行成本降低40%。
五、未来趋势与行业展望
多壳程列管换热器正朝着更高效率、更强耐蚀性、更智能化的方向发展:

超临界传热技术:适应31℃/7.38MPa超临界条件,换热系数突破10000W/(m²·K),助力碳捕集与储能技术,减少低温工况下的能耗损失。
低碳材料与循环经济:推广生物基复合材料,回收率≥95%,碳排放降低60%;钛材再生工艺通过酸洗-再生技术,材料回收率达90%,降低全生命周期成本。
微型化与集成化:3D打印定制异形列管或管板,适配高黏度流体、温差等复杂工况,提升设备适应性。开发热-电-气多联供系统,能源综合利用率突破85%,推动制药行业向可持续未来迈进。
 您的位置:
您的位置: 咨询电话
咨询电话