在石油行业的生产链条中,换热设备是连接各工艺环节的关键枢纽,其性能直接影响生产效率、能耗水平与安全稳定性。乙二醇缠绕换热器凭借独特的螺旋缠绕结构设计,结合乙二醇载冷剂的优异特性,在石油炼制的多个核心场景中展现出高效、紧凑、耐用的显著优势,成为推动行业绿色低碳发展的重要装备。
一、技术内核:螺旋缠绕结构的高效传热逻辑
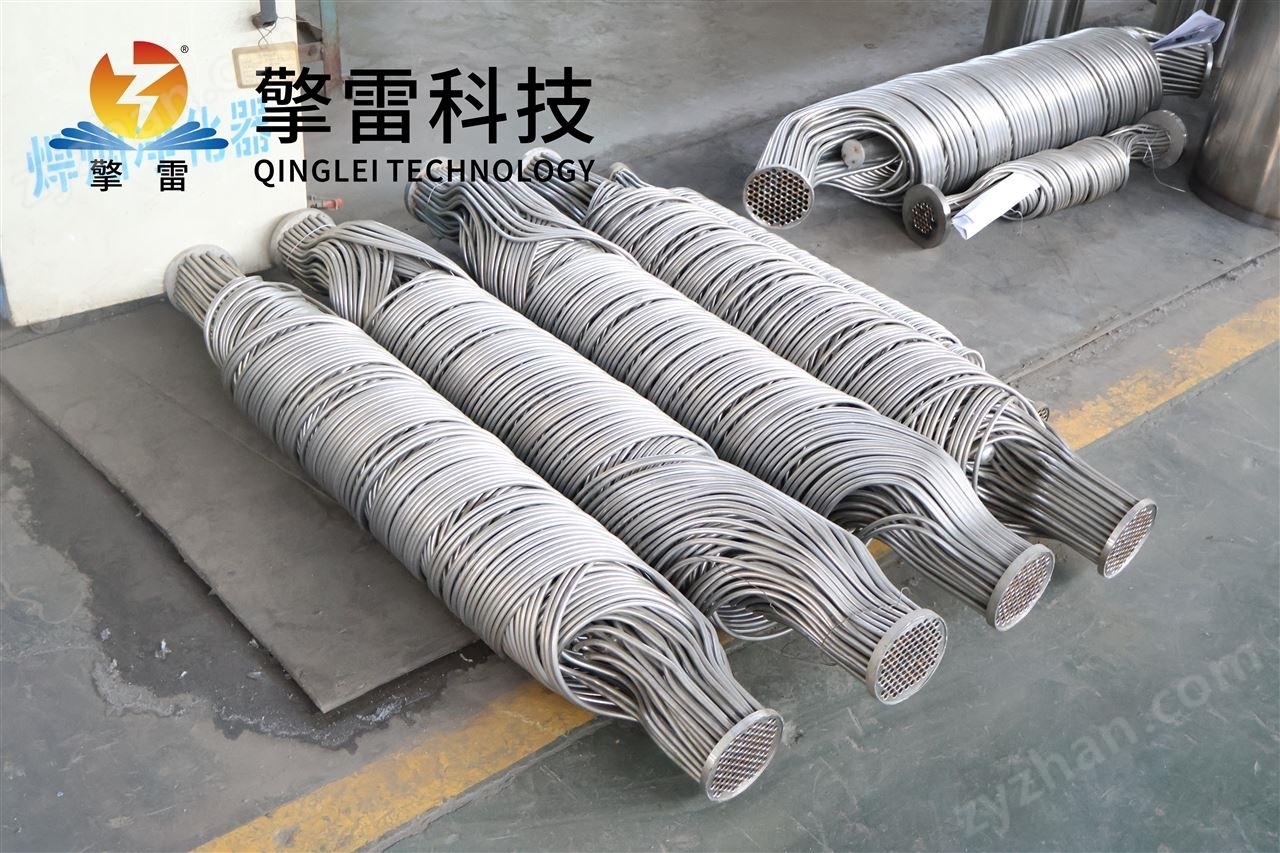
乙二醇缠绕换热器的核心竞争力源于其多层反向螺旋缠绕管束设计。小管径换热管以特定螺旋角紧密缠绕于中心筒体,形成三维立体流道。当流体在螺旋通道内流动时,会产生强烈的离心力形成对称漩涡,持续破坏热边界层,强化径向混合,大幅提升传热效率。同时,逆流换热设计让冷热流体逆向流动,更大化利用温差梯度,进一步提高热回收效率。这种结构突破了传统直管式换热器的性能瓶颈,为石油行业复杂工况提供了更高效的换热解决方案。
二、多场景适配:覆盖石油炼制核心环节
1. 原油蒸馏:提效降耗的关键
在原油蒸馏工序中,乙二醇缠绕换热器与加热炉配套使用,高效传递热量实现原油组分分离。其超高传热效率不仅提升了蒸馏速率,还大幅缩减了设备占地面积与基建成本。某石化企业应用后,蒸馏效率显著提升,年节约燃料气用量相当于数十万吨标煤,直接降低了生产能耗与碳排放。
2. 催化裂化:余热回收的利器
催化裂化反应产生的高温气流蕴含大量余热,乙二醇缠绕换热器可高效回收这些热量用于调节反应温度,避免反应器局部过热。同时,回收的热量可转化为蒸汽等二次能源,减少外部能源输入。企业应用数据显示,设备投用后年节约蒸汽量可观,碳排放显著降低。
3. 加氢反应:精准控温的保障
加氢反应对温度控制精度要求很高,乙二醇缠绕换热器凭借精准的温度调节能力,确保反应在优区间进行。其耐高温高压的材质选型,可适应加氢装置的严苛工况,同时回收反应余热预热原料,提高能源利用效率,延长设备使用寿命。
4. 烟气余热回收:绿色生产的支撑
石油炼制过程中加热炉排放的烟气携带大量余热,乙二醇缠绕换热器可将烟气温度大幅降低,回收的热量用于预热空气或燃料,提升系统热效率。某企业应用后,余热利用率提升25%-45%,系统热耗降低,年节电与减排效果好。
三、核心优势:赋能石油行业高质量发展
1. 高效传热,能耗锐减
螺旋缠绕结构带来的强化传热效果,使设备传热系数较传统设备大幅提升,相同换热量下能耗降低30%-50%,直接为企业节约能源成本。
2. 结构紧凑,空间优化
小管径高密度缠绕设计让单位体积传热面积达到传统设备的2-3倍,设备体积仅为传统设备的1/3-1/8,特别适合石油炼制装置、海洋平台等空间有限的场景,节省基建空间与成本。
3. 材质优异,工况适配
采用镍基合金、双相不锈钢等优质材质,可耐受高温、高压、腐蚀性介质等复杂工况,年腐蚀速率极低,设备寿命大幅延长,减少非计划停机次数。
4. 自补偿设计,运行稳定
螺旋缠绕管束具备热膨胀自补偿能力,可随温度变化自由变形,消除热膨胀应力,避免管束开裂、管板泄漏等问题,提升生产连续性与安全性。
5. 运维便捷,成本可控
快开式封头设计便于管束清洗、检修与更换,无需整体拆卸设备,缩短维护时间。同时结垢速率低,清洗周期延长,维护成本降低40%以上。
四、未来展望:技术升级驱动行业变革
随着石油行业向高温、高压、高腐蚀工况发展,乙二醇缠绕换热器将向超深冷、智能化、高性能方向升级。未来,石墨烯复合涂层、数字孪生预测性维护、3D打印定制流道等技术的应用,将进一步提升设备的导热性能、运维效率与工况适配能力,为石油行业的绿色低碳转型提供装备支撑。

 您的位置:
您的位置: 咨询电话
咨询电话