
 您的位置:
您的位置:


磷酸生产中使用的碳化硅冷凝器,凭借其耐高温、耐腐蚀、高热导率及高效传热等特性,成为提升工艺稳定性、降低维护成本、实现节能环保的理想选择。以下从特性、优势、应用场景及未来趋势展开分析:
一、材料特性:耐高温、耐腐蚀、高热导率的结合
耐高温性
碳化硅熔点高达2700℃,可在1600℃以上长期稳定运行,短期耐受温度甚至超过2000℃。在磷酸浓缩等高温工况中,设备可连续运行超2万小时而无性能衰减,远超传统金属冷凝器600℃的上限。

耐腐蚀性
碳化硅对浓硫酸、氢氟酸、磷酸等强腐蚀介质呈化学惰性,年腐蚀速率低于0.005mm,较316L不锈钢耐蚀性提升100倍。在磷酸生产中,设备寿命可延长至15年,维护成本降低80%。
高热导率
碳化硅热导率达120-270W/(m·K),是铜的2倍、不锈钢的5倍。实测冷凝效率比金属冷凝器提升30%-50%,在磷酸浓缩中可显著降低能耗。
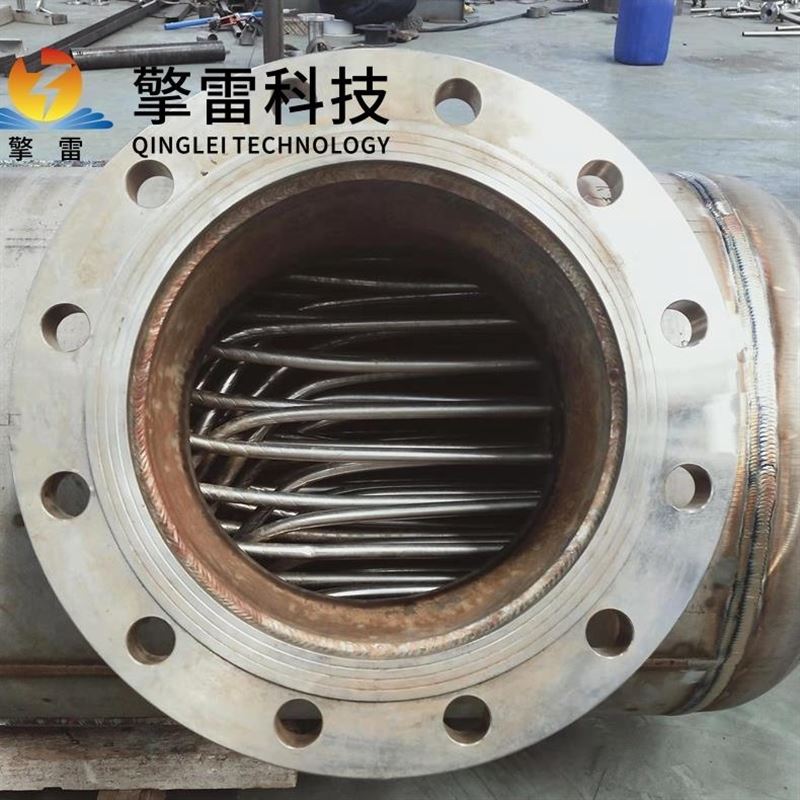
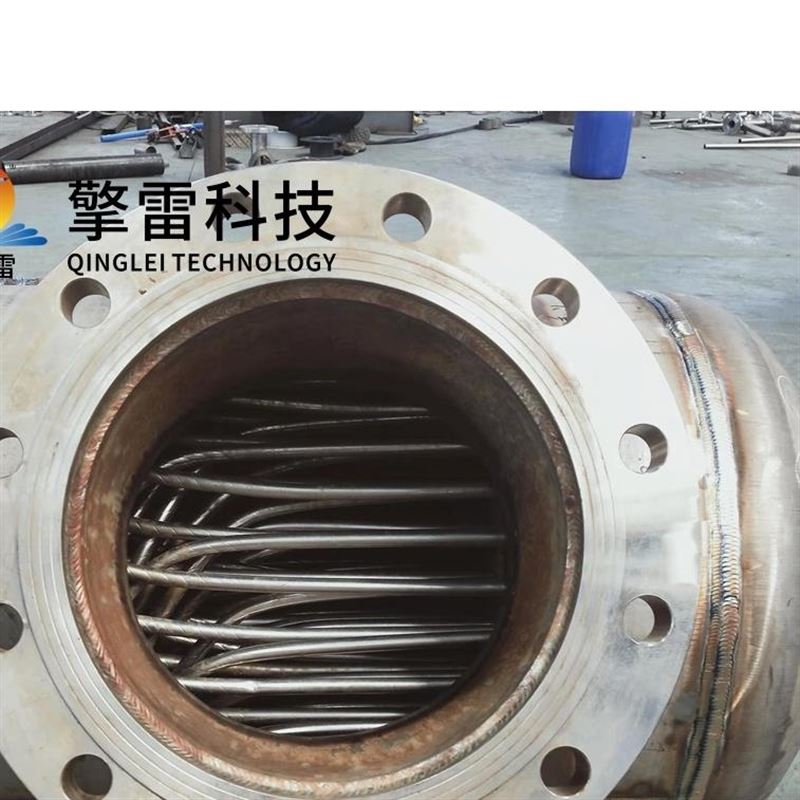
二、结构优势:模块化与高效传热的协同创新
微通道换热管
采用激光雕刻技术形成微通道结构(通道直径0.5-2mm),比表面积提升至500㎡/m³,传热系数达3000-5000W/(㎡·℃),较传统列管式冷凝器提升3-5倍。
双管板与复合管板设计
双管板:结合双密封O形环,确保热流体(管程)与冷流体(壳程)有效隔离,泄漏率低于0.01%/年。
复合管板:采用碳化硅-金属梯度结构,解决热膨胀差异,设备变形量小于0.1mm,提升稳定性。
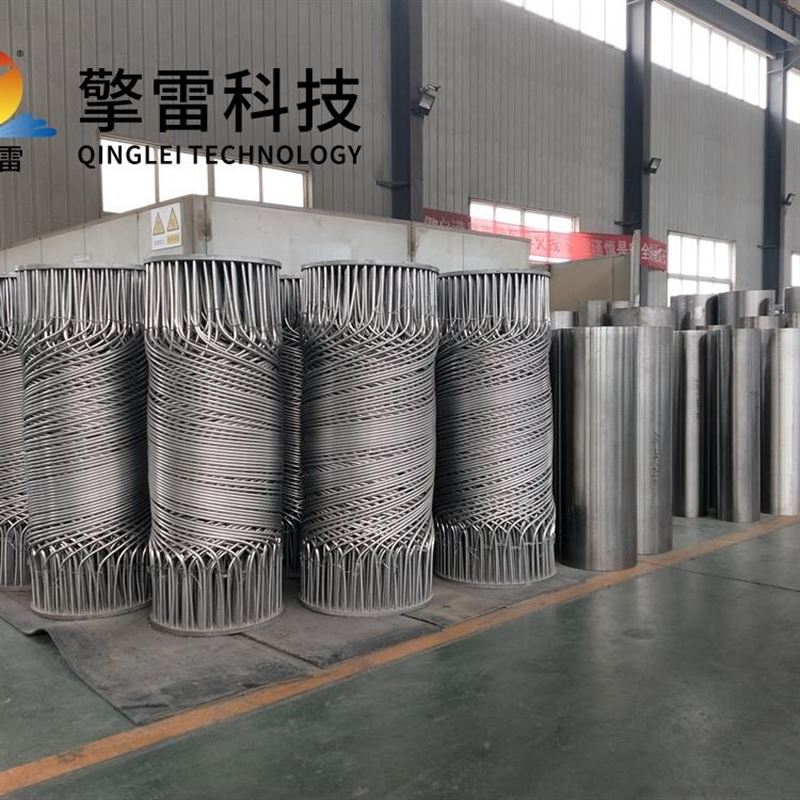
模块化扩展单元
支持传热面积最大扩展至300㎡,维护时间缩短70%,适应多工况需求,提高设备灵活性和可维护性。
三、应用场景:磷酸生产的能效升级核心装备
磷酸浓缩
耐受磷酸的高腐蚀性,设备寿命延长至15年,较传统钛材提升3倍。
高效传热降低蒸汽消耗,年节约成本超百万元。
蒸汽换热
在磷酸生产中的蒸汽加热环节,碳化硅冷凝器实现高效热回收,热效率突破95%。
某磷酸厂案例显示,系统热耗降低18%,年节标煤超5000吨。
废气处理
在磷酸生产尾气处理中,耐受含氟化氢等腐蚀性气体,二噁英分解率提升95%,年维护成本降低75%。

四、未来趋势:材料创新与智能升级驱动行业变革
材料创新
研发碳化硅-石墨烯复合材料,导热系数有望突破300W/(m·K),抗结垢性能增强50%。
提高材料纯度至99.5%以上,进一步增强耐腐蚀性和热交换效率。
智能制造
结合3D打印技术实现复杂流道的一次成型,降低制造成本20%。
集成物联网传感器和数字孪生技术,实现预测性维护,设备故障率降低80%。
市场拓展
预计到2030年,全球碳化硅冷凝器市场规模将达到28亿美元,中国占比超过40%。
在氢能源储能、超临界CO₂发电等新兴领域,碳化硅冷凝器将发挥关键作用。

五、典型案例:云南磷化工企业的实践验证
场景:某磷化工企业盐酸尾气处理系统,原采用石墨冷凝器,平均6个月需更换。
改造:2018年引入碳化硅列管式冷凝器后,在相同工况下连续运行38个月仍保持完好,管壁腐蚀速率实测值小于0.01mm/年。
效益:全生命周期成本降低37%,蒸汽回收率回升至92.5%,年节约成本超200万元。
- 上一篇:制药加热列管换热器
- 下一篇:氨水缠绕螺旋换热器-参数
 咨询电话
咨询电话