欢迎光临山东擎雷环境科技股份有限公司网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

制药回收溶剂螺旋缠绕换热器-概述
制药回收溶剂螺旋缠绕换热器——概述
一、它是什么?
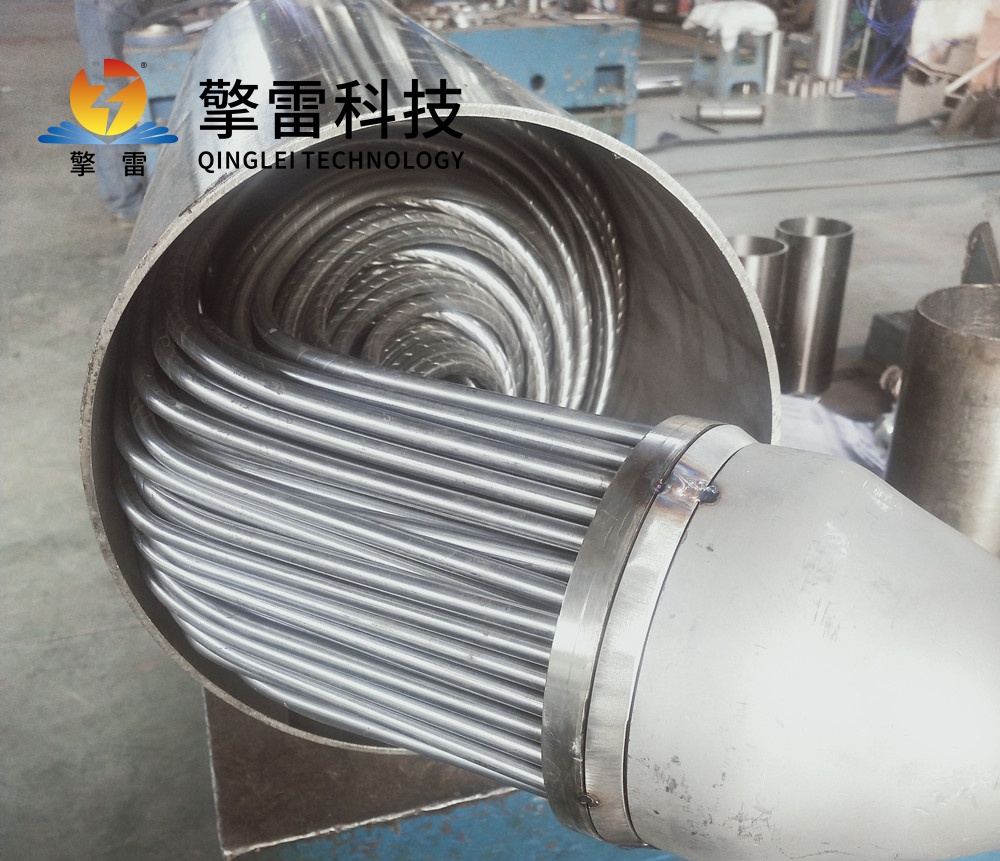
制药回收溶剂螺旋缠绕换热器,本质上是一套专为制药溶剂回收工况量身定制的高效紧凑型间壁式换热装置。它将多根耐腐蚀换热管以3°—20°的螺旋角精密缠绕在中心筒体上,形成多层反向螺旋通道,专门服务于制药生产中甲醇、乙醇、丙酮、二氯甲烷、甲苯、乙酸乙酯等有机溶剂的蒸馏冷凝与余热回收环节。
整个过程冷热流体互不接触,热量通过金属管壁精准传递,既保障了回收溶剂的纯度与安全性,又实现了能量的利用——这对制药行业而言,意味着更低的VOCs排放、更高的溶剂回收率和更严格的GMP合规。

二、核心结构——"五脏俱全"
核心部件功能定位制药工况适配亮点
芯筒(中心筒体)缠绕管的支撑骨架,提供稳定的缠绕基础圆柱形设计,可预留自由伸缩段,适应-196℃至800℃温差
螺旋缠绕管束热量传递的核心通道,管内走冷凝介质(如冷冻盐水),管外走溶剂蒸气管径φ8—12mm,螺距为管径的2—5倍,流体产生强烈离心力与泰勒涡流,传热系数高达12,000—14,000 W/(m²·℃)
壳体包裹管束,容纳溶剂蒸气,形成封闭冷凝空间承压可达20MPa,耐温范围宽,适配真空蒸馏工况
封头密封壳体两端,实现流体均匀分配快开式设计,便于CIP在线清洗与无菌验证
双管板结构管束两端设独立隔离腔即使单侧密封失效,泄漏介质也不会混合,杜绝交叉污染,符合FDA认证要求
接管连接进出口管道匹配制药管路标准(DIN/SMS/Tri-Clamp),便于与蒸馏塔、储罐对接
智能控制系统机组"大脑"集成温度、压力、流量、腐蚀速率等16个参数传感器,PID-MPC混合控制,温度波动≤±0.3℃
三、工作原理——四步完成"溶剂回收"
以乙醇回收为典型工艺:
蒸气进入:蒸馏塔顶逸出的含乙醇蒸气(约78℃)从壳体侧接管进入螺旋缠绕换热器壳程。
螺旋冷凝:蒸气沿螺旋管束外侧向下流动,管内同时通入低温冷冻盐水(-10℃至-20℃)。螺旋流道迫使蒸气不断改变方向,产生强烈的二次环流与湍流,破坏热边界层,冷凝效率。
溶剂收集:冷凝后的液态乙醇从壳体底部排出,回收至储罐,回收率可达98%—98.5%。
余热梯级利用:未冷凝的低品位余热可通过梯级设计预热进料或产生低压蒸汽,实现能量"吃干榨净"。
核心物理机制:螺旋结构使流体雷诺数突破10⁴,湍流强度较传统列管式提升3—5倍,边界层厚度减少50%——这就是传热系数飙升至14,000 W/(m²·℃)的根本原因。同时,纯逆流设计使温差利用率提高30%,支持大温差工况(ΔT>150℃)。
四、核心优势——凭什么成为制药溶剂回收的""?
回收率飙升,真金白银省下来
指标传统列管式螺旋缠绕换热器提升幅度
乙醇回收率65%98.5%+33.5个百分点
甲苯回收率60%—70%98%+30个百分点
冷凝换热面积(500L级)70m²(需二级冷凝)3.5m²(一级即完成)缩小至1/20
电机功率基准降低50%节能一半
某原料药企业案例:原采用列管式换热器回收甲醇,年损耗溶剂价值超500万元;替换为螺旋缠绕换热器(316L不锈钢,螺旋角15°)后,年节约成本480万元,VOCs排放减少120吨/年。
体积骤缩,不浪费
单位体积传热面积达100—170 m²/m³,是传统管壳式的3—5倍。
以DN800型号为例,换热面积超500㎡,同等面积的管壳式直径需超1.5米——占地面积减少60%以上。
某东北制药厂甲苯蒸馏改造:原系统换热面积70m²,改造后仅需3.5m²,设备体积缩小至原系统的1/20,年节约蒸汽成本超200万元。
耐腐蚀+防污染,制药级安全保障
腐蚀工况传统设备寿命螺旋缠绕(钛合金/哈氏合金)提升倍数
含Cl⁻废水/溶剂≤3年≥15年5倍
浓硝酸/盐酸环境≤2年≥10年5倍
石墨设备≤3年—钛合金寿命较石墨提升10倍
腐蚀速率<0.001mm/年,金属离子溶出量远低于GMP限值。
双管板隔离设计+镜面抛光(Ra≤0.4μm),轻松通过无菌验证,避免药液污染。
密闭式结构+静电接地,通过ATEX认证,适用于易燃易爆溶剂(如丙酮、二氯甲烷)的冷凝工艺。
自清洁+低维护,运维成本骤降
螺旋流道离心力使污垢沉积率降低70%,清洗周期从3个月/次延长至半年一次。
连续运行180天后压降仅增加8%,无需频繁停机。
某制药企业统计:年维护费用从12万元降至3万元,维护成本减少40%。
智能控制,精准到±0.3℃
PID-MPC混合控制算法,响应时间<0.5秒,温度波动≤±0.3℃。
集成AI算法,根据蒸汽负荷动态调整流速与湍流度,综合能效提升15%。
数字孪生技术构建设备三维模型,故障预警准确率>98%,非计划停机减少60%,年减少损失200万元。

五、典型应用场景——哪里需要哪里"安家"
场景痛点螺旋缠绕对策实效
乙醇/甲醇回收传统设备回收率仅60%—65%,能耗高真空蒸馏+螺旋缠绕冷凝,一级冷凝完成回收回收率98.5%,能耗降35%,年省480万元
丙酮/乙酸乙酯回收高沸点溶剂冷凝困难,需二级冷凝螺旋流道降低压降,减少沸腾延迟电机功率降50%,冷冻机投资减30%
二氯甲烷回收毒性大,泄漏风险高,环保压力大全焊接密封+双管板隔离,ATEX认证泄漏率<0.001%/年,VOCs减120吨/年
甲苯蒸馏传统系统换热面积大,占地广换热面积缩小至1/20,体积缩至1/20占地减60%,年省蒸汽200万元
抗生素发酵余热回收蒸馏塔余热浪费严重梯级余热利用,预热进料或产蒸汽年节约蒸汽483吨,减CO₂超万吨
注射剂SIP灭菌冷却121℃/30min灭菌后需快速冷却至25℃以下镜面抛光+耐压≥1.6MPa,无菌验证通过疫苗企业年省电费200万元,减CO₂ 8000吨
生物制药低温控温单抗/疫苗需2—8℃精准控温,避免蛋白变性低温冷冻盐水+低剪切力螺旋流道酶活性保持率提升40%,产品纯度达标
六、选型要点——三步锁定最佳方案
算准溶剂量与回收目标:根据蒸馏塔处理量、溶剂种类(沸点、腐蚀性、易燃性),确定所需换热面积与冷凝负荷。
匹配材质与结构:
弱腐蚀(中性药液、低浓度乙醇)→ 316L不锈钢,Ra≤0.4μm抛光
强腐蚀(浓酸、含Cl⁻溶剂)→ 钛合金/哈氏合金C-276,腐蚀速率<0.001mm/年
腐蚀(王水、浓双氧水)→ PTFE内衬/涂层
易燃易爆溶剂 → 密闭结构+静电接地+ATEX认证
配置智能系统:是否需要PID-MPC控温?是否接入数字孪生?是否需要气候补偿功能?——智能化每多一项,长期运维成本就少一分。
成本账:螺旋缠绕换热器初期投资较传统设备高15%—30%,但全生命周期成本(含维护、能耗、停机损失)降低40%,投资回收期仅1.5—2.3年。某600MW级项目改造后,年节约标煤8000吨,2.3年回本。
七、未来趋势——下一代换热器长什么样?
方向技术突破预期效果
新材料石墨烯/碳化硅复合涂层,导热系数>300 W/(m·K),耐温1500℃超高温制药反应适配,传热效率再提20%
3D打印制造升华三维粉末挤出打印,复杂流道一体化成型比表面积提升至800 m²/m³,传热系数突破15,000 W/(m²·℃)
异形缠绕非均匀螺距缠绕,优化流体分布传热效率提升10%—15%
AI+数字孪生16参数实时监测+预测性维护故障预警准确率>98%,维护周期延至24个月
系统集成热-电-气多联供,与微通道反应器耦合能源综合利用率>85%,实现反应-换热-分离一体化
绿色闭环钛材利用率95%,单台碳排放减30%助力制药行业碳中和目标
结语
制药回收溶剂螺旋缠绕换热器,绝非一台普通的换热设备——它是制药工业绿色转型的关键拼图。从98.5%的溶剂回收率,到±0.3℃的精准控温;从<0.001mm/年的耐腐蚀速率,到年省480万元的真金白银——它用的身躯,完成了最"干净"的使命。
在"双碳"目标与GMP合规的双重驱动下,这台设备正从"可选项"变为"必选项"。选对一台螺旋缠绕换热器,就是选对了一条通往高效、安全、绿色制药的快车道。
 您的位置:
您的位置: 咨询电话
咨询电话